编辑:无损检测证书挂靠 时间:2025-02-18 11:15:11
张恒熙(1995-),男,硕士研究生,主要研究方向为无损检测技术与应用
薄壁不锈钢焊管具有生产工艺简单、生产效率高、可成型性好、成本低等优势,在汽车、核电、航天和化工等领域应用广泛[1]。由于不锈钢管表面裂纹、孔洞等缺陷会给产品质量带来安全隐患,故需对不锈钢管进行检测。目前常使用涡流检测技术对不锈钢管进行无损检测,其具有灵敏度高、不需要耦合剂、自动化程度高、操作简单等特点[2]。
444铁磁性不锈钢由于自身磁导率不均,在涡流检测过程中磁导率的变化会产生噪声信号,给缺陷的检出带来困难,为克服噪声干扰,在对铁磁性金属涡流检测前通常会使用磁饱和装置对钢管进行饱和磁化。而目前对铁磁性不锈钢涡流检测信号的研究较少,铁磁性不锈钢的涡流检测普遍被认为是非铁磁性金属检测方法的直接外延拓展,对原理的认识还不够清晰,甚至存在长期缺陷量化评价失真的情况[3-4]。不同材料的铁磁性不锈钢磁饱和参数不同,磁饱和后的去噪效果也不一致。此外,传统涡流检测通过分析涡流信号阻抗变化来判断焊缝中是否存在缺陷,但往往无法判定缺陷的类型[5]。
针对444不锈钢焊管涡流检测信号进行研究,对缺陷信号进行经验模态分解(EMD),然后提取有效的内涵模态分量(IMF),再对IMF分量的时频域参数进行主成分分析(PCA)降维,最后通过支持向量机(SVM)对各缺陷参数进行学习、分类与识别,并对该方法的有效性进行了验证。
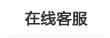
涡流检测装置由磁饱和装置、插入式涡流探头、涡流信号发射/接收装置、AC6111型高速A/D(模/数)采集卡、计算机等构成,如图1所示。试验材料为直径为35 mm,壁厚为0.8 mm的444不锈钢焊管,其表面有大小不一的通孔或裂纹缺陷(见图2)。测试过程如下:首先对试样进行磁饱和处理,之后信号发射装置产生正弦交流信号并通过导线传递到激励线圈上,试样以恒定速度通过涡流线圈,受到磁场变化影响感应线圈自身电压也随之改变, 再将电压

信号输出至调理电路进行放大滤波处理后由采集卡转换为数字信号,最后采用涡流检测软件对采集到的数据进行分析处理。涡流探头参数如表1所示,激励参数如表2所示。
| 项目 | 参数 |
|---|---|
| 线圈内径/mm | 37 |
| 线圈外径/mm | 38 |
| 线圈宽度/mm | 3 |
| 线圈匝数/匝 | 160 |
| 铜丝直径/mm | 0.1 |
| 试验项目 | 参数 |
|---|---|
| 激励波形 | 正弦波 |
| 激励频率/kHz | 45 |
| 激励电压/V | 5 |
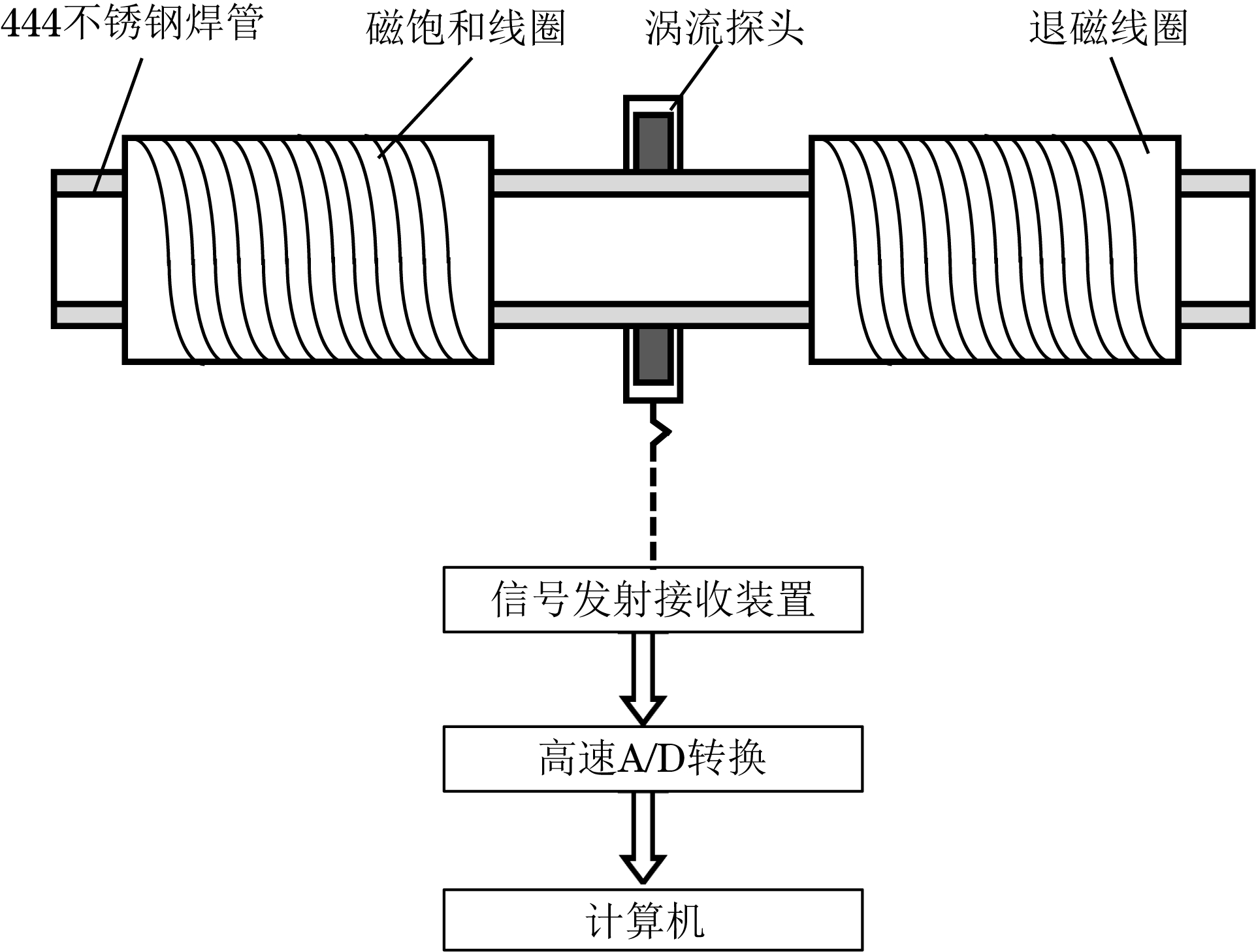
444不锈钢在未经磁饱和装置处理前,受钢管表面磁导率不均的影响,检测过程中高频磁噪声对信号的影响往往远大于缺陷的影响。此外,铁磁性金属存在集肤效应,探测深度往往是非铁磁性金属的1/100~1/1 000[6-7]。故,在未经磁饱和处理时,缺陷信号不报及正常信号误报的情况较多。未经过磁饱和处理的444不锈钢焊管涡流检测信号如图3所示,可见信号受高频噪声影响,无缺陷时涡流检测信号振幅较大。
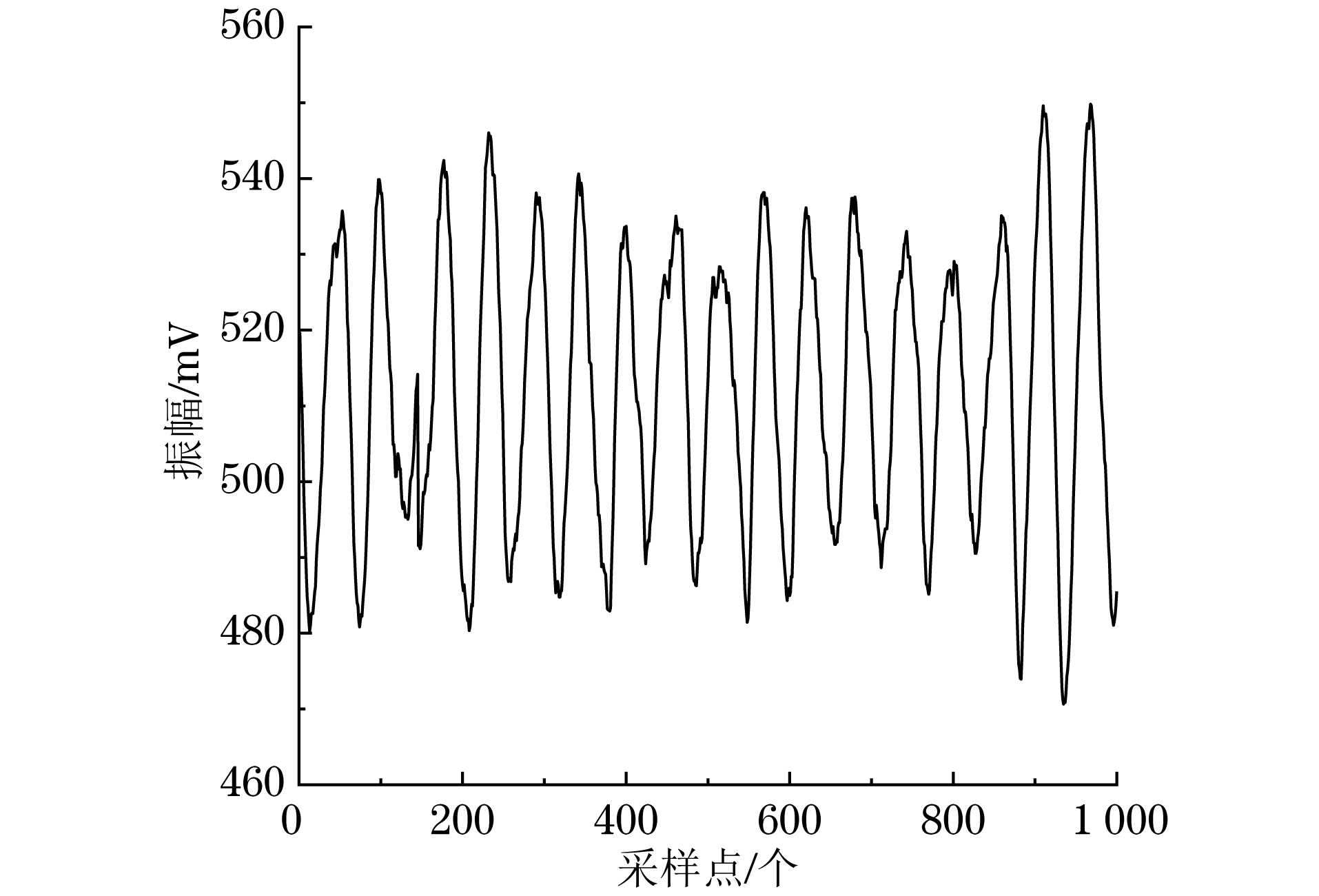
为了减小铁磁性金属的涡流检测信号受磁导率变化的干扰,通常采用的方法是对金属进行饱和磁化。当外加稳恒磁场后,金属的磁感应强度趋于饱和,磁导率降至最小值,从而磁性金属经过饱和磁化减少了磁导率不均匀对涡流信号的干扰,同时也解决了铁磁性金属涡流探测深度过浅的问题。试验选用通过式磁饱和装置,磁饱和电压为24 V,对图3所用的不锈钢焊管进行磁饱和处理,处理后的信号如图4所示,可见其信号波动显著减小。经过磁饱和处理后不同类型缺陷的涡流检测信号如图5所示,可见不同缺陷信号仍然较难分辨。

经验模态分解(EMD)是一种基于信号局部特征的信号分解方法,适用于非线性非平稳信号的分析,是一种自适应的信号分解方法[8]。通过EMD可以将复杂的原始信号分解成频率不同的本征模态函数(IMF)及一个余项。
EMD的主要步骤为:首先对带噪声的原信号x(t),求出信号所有极大值和极小值;再利用插值函数构成极大值包络线e+(t)及极小值包络线e-(t),求出极大值包络线e+(t)与极小值包络线e-(t)的均值m1(t),即
| (1) |
用原信号x(t)减去m1(t)得到信号 ,即
,即
| (2) |
将 作为新的信号重复步骤(1)~(2),直到
作为新的信号重复步骤(1)~(2),直到 (k为求包络线均值运算的次数)极值点个数和过零点个数相等或相差1,且mk(t)为0。得到x(t)的一阶IMF分量为
(k为求包络线均值运算的次数)极值点个数和过零点个数相等或相差1,且mk(t)为0。得到x(t)的一阶IMF分量为
| (3) |
用x(t)减去c1(t),得到去掉高频成分的新信号r1(t),则有
| (4) |
对r1(t)重复上述过程,得到c2(t),如此反复,当cn(t)或rn(t)小于预设值或当rn(t)成为单调函数时,分解过程结束,最终得到
| (5) |
式中:x(t)一共被分解为n个IMF分量;c1(t)~ cn(t)代表频率由高到低排列的各阶IMF分量。
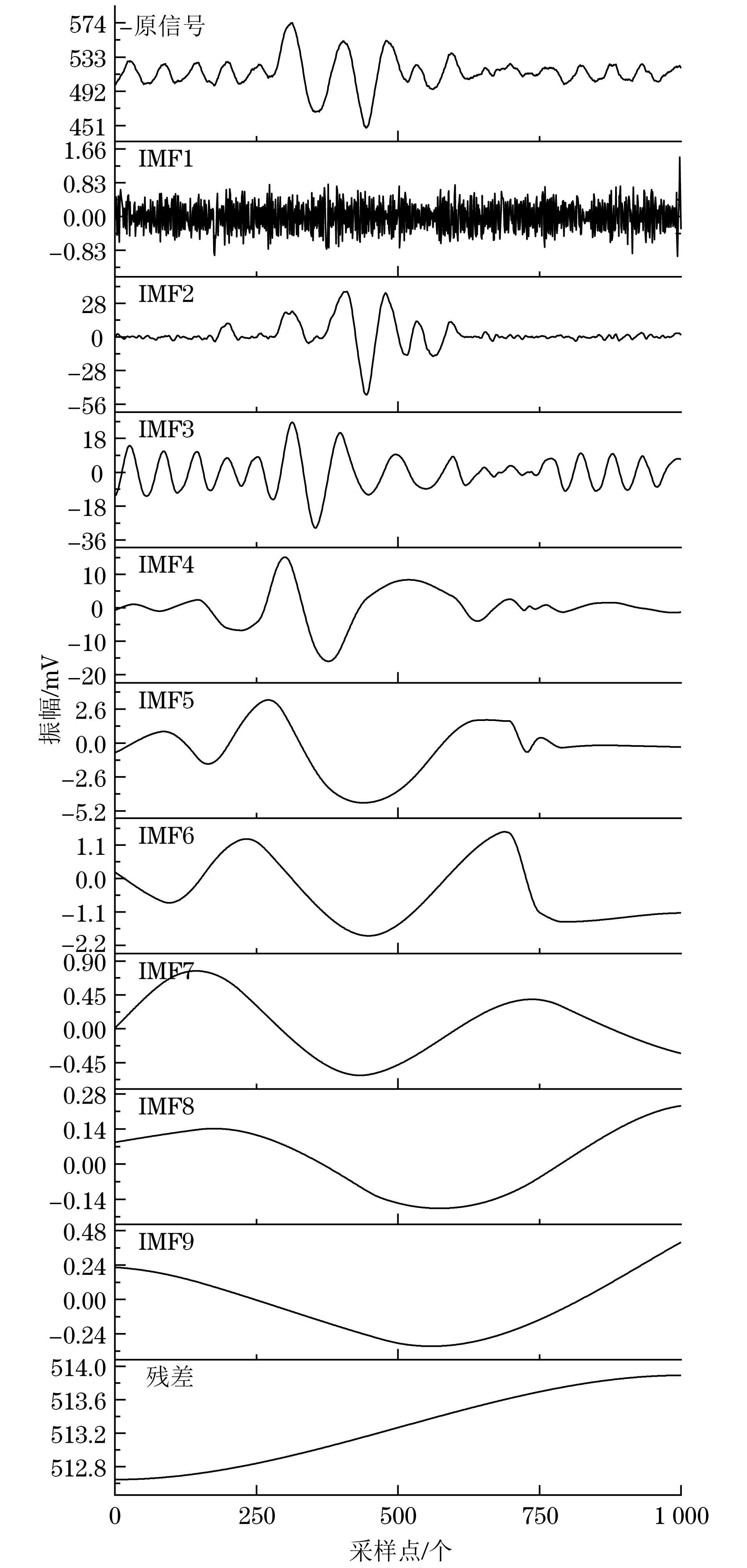
通孔信号的经验模态分解过程及其结果如图6所示,通过EMD分解试样的原始信号,最终得到9阶IMF分量和一个残余分量。为了获取信号的更多有效信息,笔者计算原信号x(t) 与各阶IMF分量之间的互相关系数,其结果如表3所示,可以看出,c1(t)~c5(t)互相关系数较大,为了减少数据冗余,各缺陷信号将通过c1(t)~c5(t)来表示。
涡流检测过程中,当不锈钢管焊缝出现缺陷时,信号的波形会发生改变,不同类型的缺陷波形可以用特征参数来表示。特征参数对缺陷的特征表示越全面,判断的准确率就会越高。笔者选取11个时域参数及5个频域参数作为缺陷特征参数,选取的时域参数分别为:最大值,最小值,平均值,峰峰值,方差,标准差,峭度,偏度,波形因子,峰值因子,裕度因子。选取的频域参数分别为:重心频率,均方频率,均方根频率,频率方差,频率标准差。提取每条涡流信号c1(t)~c5(t)的16个特征参数,即每条信号共有80个特征参数。
| 缺陷情况 | c1(t) | c2(t) | c3(t) | c4(t) | c5(t) | c6(t)~ c9(t) |
|---|---|---|---|---|---|---|
| 通孔 | 0.033 | 0.282 | 0.549 | 0.639 | 0.571 | <0.1 |
| 裂纹 | 0.310 | 0.929 | 0.840 | 0.397 | 0.115 | <0.1 |
| 正常 | 0.249 | 0.498 | 0.601 | 0.471 | 0.213 | <0.1 |
| 平均 | 0.197 | 0.569 | 0.663 | 0.502 | 0.299 | <0.1 |
由于试验选取的缺陷信号特征参数较多,这些特征参数间不可避免地会存在一定的相关性,导致信息的重复。同时为了降低问题的复杂性、提高后期识别效率,采用主成分分析方法(PCA)对特征参数降维[9]。PCA的基本思想是对原数据进行重组,得到一组新的互不相关且相互独立的数据,来达到以较少的数据表现原始数据特征信息的目的[10-11]。
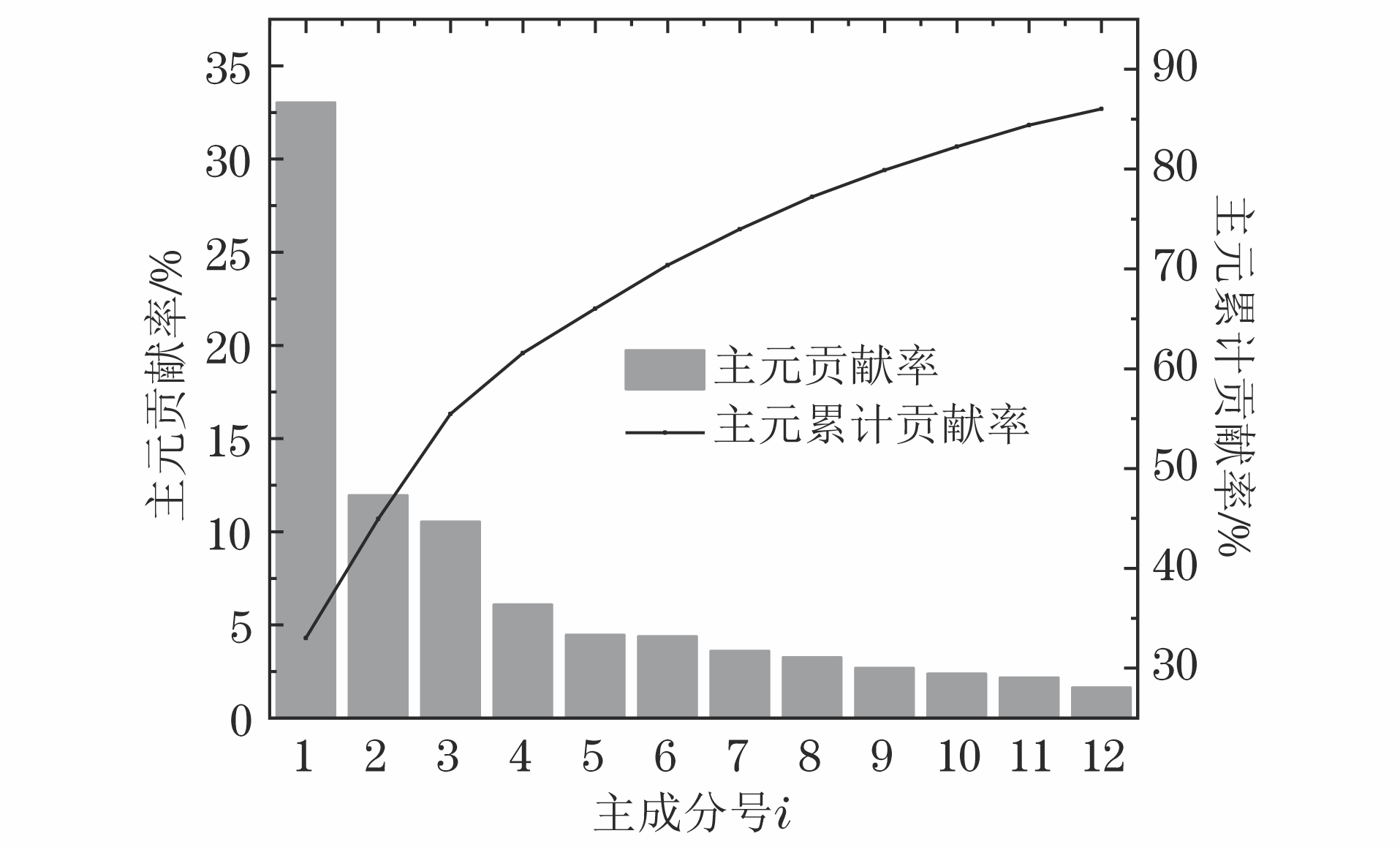
试验将累计贡献率Cm设为85%。经PCA处理后的主成分贡献率变化曲线如图7所示,可以看出,经过PCA处理后,原信号的80个特征参数最终简化为12个特征参数。
支持向量机(SVM)[12]是一种二分类算法,较多应用在小样本分类问题上。其原理是寻找一个满足分类要求的最优分类超平面,使得该超平面在保证分类精度的同时,能够使超平面两侧的空白区域最大化[13-14]。
在使用SVM分类过程中选择合适的核函数是较为关键的一步,核函数的作用是在高维特征空间中找到一个最佳的线性分类超平面(可通过计算特征空间中的向量与支持向量的内积来实现),这样就可将输入空间中的非线性分类问题转换为高维特征空间中的线性分类问题[15]。通过比较发现,相较于其他核函数,径向基核函数(RBF)的参数较少,可以减小模型的复杂度,且对非线性映射适应度较好,因此试验选用RBF核函数,即
| (6) |
式中:K(x,x′)为RBF核函数;x′和x为输入空间的两个向量;σ为相应核参数;exp为指数函数。
SVM分类过程中的关键是确定惩罚参数c和核参数σ,c用于控制对误差的容忍度,σ的取值直接影响SVM的分类精度[16]。笔者采用交叉验证的方法确定c与σ的数值,最终通过试验得到当惩罚参数c=0.125 0,核参数σ=0.010 3时,识别准确率最高。
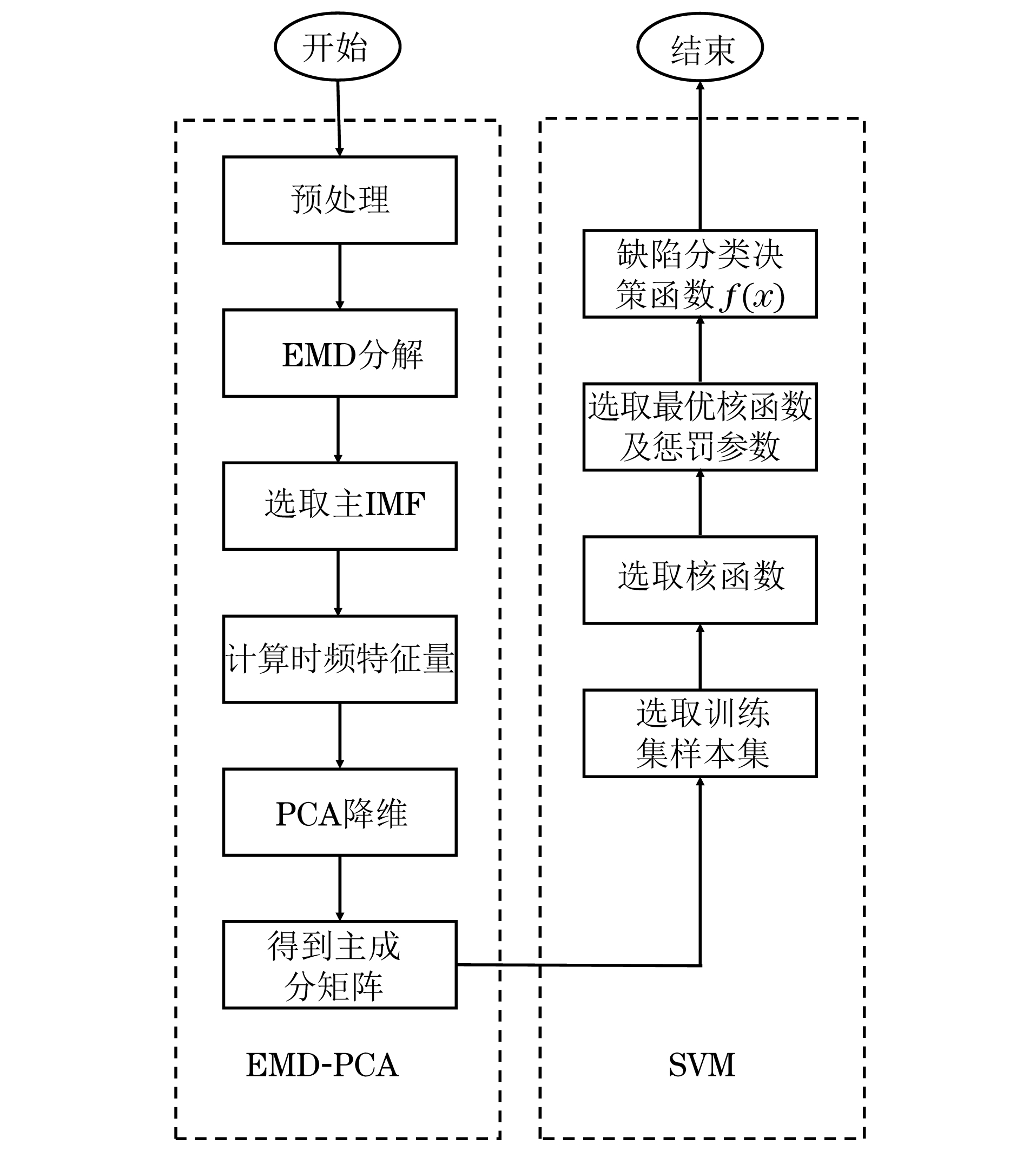
焊缝缺陷识别流程图如图8所示,为了验证SVM的分类效果,试验将经过PCA处理后的缺陷信号数据分成训练集与测试集,训练集与测试集样本不重叠。不同类型焊缝缺陷的样本数量如表4所示。
| 缺陷类别 | 训练样本数 | 测试样本数 |
|---|---|---|
| 通孔 | 234 | 120 |
| 裂纹 | 265 | 140 |
| 正常 | 200 | 120 |
SVM测试集分类结果如表5所示,可以看出测试集样本分类准确率较高,总体分类准确率为88%,其中正常和通孔识别率较高,裂纹缺陷识别率最低(为77%)。各测试集样本分类的具体结果如图9所示,由图9(b)可以看出32个被错误分类的裂纹信号中有30个被识别为通孔信号,裂纹识别率较低,这一方面是因为样本训练数量较少,另一方面是受到裂纹形状及大小的影响,部分裂纹与较小的通孔缺陷信号特征相似。
| 项目 | 样本量 | 识别正确 | 准确率/% |
|---|---|---|---|
| 通孔 | 120 | 108 | 90 |
| 裂纹 | 140 | 108 | 77 |
| 正常 | 120 | 120 | 100 |
| 合计 | 380 | 336 | 88 |

为了验证文章所采用方法(EMD-PCA-SVM)的有效性,试验同时对比了以下两种方法的准确率:① 对原始信号的16个参数进行PCA降维再通过SVM分类(PCA-SVM);② 直接将原始信号的16个参数通过SVM进行分类(SVM),其训练结果对比如表6所示。
| 试验方法 | 不同缺陷分类识别准确率/% | 总分类精度/% | ||
|---|---|---|---|---|
| 通孔 | 裂纹 | 正常 | ||
| EMD-PCA-SVM | 90 | 77 | 100 | 88 |
| PCA-SVM | 75 | 64 | 100 | 80 |
| SVM | 25 | 74 | 90 | 63 |
由表6可以看出,先经过PCA处理后的分类精度比直接使用SVM的精度有显著提升,说明在不经过降维的情况下,特征参数过多不仅会影响到分类识别的效率,同时参数中的冗余信息也会对分类过程产生严重干扰。而试验经过EMD分解可以过滤掉干扰信号,有效选取出反映信号本质特征的信息,进一步提高分类的准确性。3种方法的对比结果充分体现了EMD-PCA-SVM方法的优越性,相较于PCA-SVM和SVM这两种试验方法,其可以在保持较高分类精度的同时提高整个识别过程的效率。
基于涡流检测,提出一种针对444铁磁性不锈钢焊管缺陷的识别与分类方法。首先采集444不锈钢焊管经过磁饱和处理后的涡流信号,再对该信号进行EMD分解后选取主IMF,通过提取主IMF的特征参数获得缺陷信号的有效特征;之后使用PCA对参数进行降维,降低分类器的复杂程度,提高SVM测试效率。
试验结果表明,提出的EMD-PCA-SVM方法在444不锈钢焊管缺陷分类识别中有较高的准确率,与现有方法相比较,该方法可实现筛选出特定缺陷的功能,应用于生产中能提高缺陷分类识别的效率,减轻人工负担。