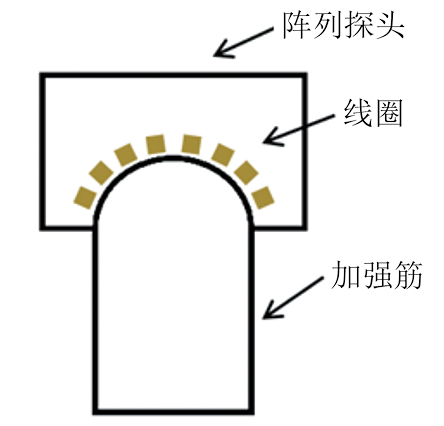
图 1 加强筋处表面裂纹
编辑:无损检测证书挂靠 时间:2024-11-29 08:59:18
作者简介:
陈军(1965—),男,副教授,博士,研究方向为材料无损检测与评价,chenjun@dlut.edu.cn
诱导轮是装甲车的重要组成部分,其作用是提高装甲车辆的越障高度,支撑上支履带段和改变上支履带段的运动方向,并与履带张紧作动机构联动调整履带的松紧。诱导轮在车辆行驶过程中承受着巨大的张紧力,其加强筋R角是应力集中处,表面容易产生疲劳裂纹[1-2],如图1所示。裂纹的存在会对履带式装甲车辆的机动性以及越野能力造成很大的影响,甚至会导致加强筋开裂致使诱导轮失效,因此,定期对诱导轮进行无损检测,评价缺陷的有无及尺寸是十分重要的。
诱导轮轮盘材料为ZL205A,属于Al-Cu系合金。目前针对铝合金材料缺陷检测的方法有超声检测、射线检测、涡流检测及渗透检测等。诱导轮缺陷部位为复杂曲面结构、表面粗糙度大、检测面窄、在役检测环境操作空间有限,导致超声、射线、渗透等技术难以应用[3-6]。而涡流检测具有检测速度快、灵敏度高、非接触、不需要耦合剂、能检测保护漆层下的表面缺陷等优点,对诱导轮表面裂纹的检测具有较好的适配性[7]。传统的点式涡流探头在检测过程中极易产生晃动、提离、边缘等干扰信号,从而引起错检、漏检[8-10];同时,在加强筋的侧面也可能出现表面裂纹,需要覆盖的检测范围大,检测效率较低。随着计算机、电子扫描以及信号处理技术的发展,涡流阵列检测技术逐渐成熟。该技术基于涡流检测线圈结构的特殊设计,以电子方式驱动同一个探头中的多个相邻检测线圈,通过对线圈信号进行分析处理,实现对工件快速、有效的检测。同时,阵列探头的结构形式灵活,可以根据待检工件的形状和尺寸设计相应的柔性探头或仿形探头,实现对表面形状复杂工件的良好电磁耦合[11-15]。
综观国内外现状,目前未见对诱导轮表面微裂纹进行涡流检测的相关报道,文章通过仿真模拟确定涡流阵列探头线圈形状和参数,在此基础上设计了诱导轮专用阵列式涡流检测探头,探究频率和提离对其检测信号的影响规律,并与点式探头的检测信号进行比较,通过对比试块和实际诱导轮验证了阵列探头的检测灵敏度和检测效率,实现了诱导轮的在役检测。
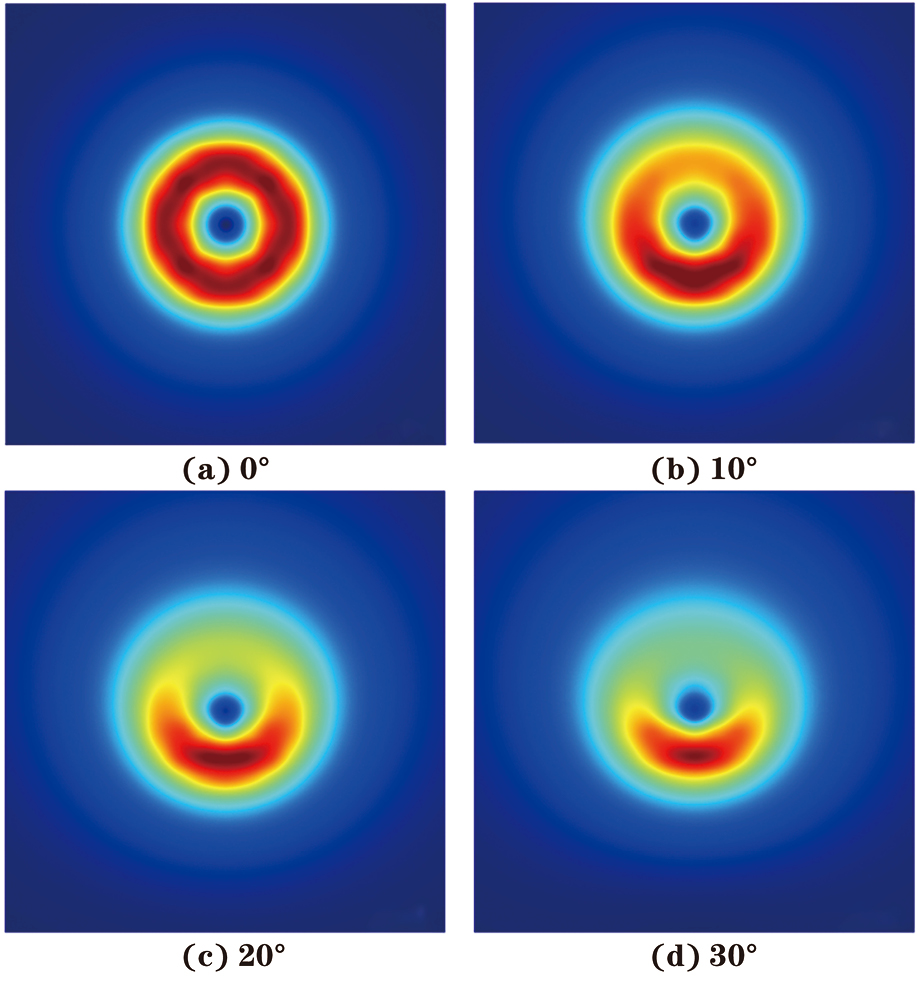
在使用点式探头进行诱导轮涡流检测的过程中,加强筋的特殊曲型结构以及过大的表面粗糙度,难以确保检测探头垂直于加强筋表面,而使得诱导轮中的涡流密度降低,检测灵敏度下降。利用CIVA仿真软件模拟了点式探头倾斜角度对涡流密度的影响,试件材料为铝合金,部分参数如表1所示,点式探头线圈参数如表2所示。
| 电导率/(MS · m-1) | 相对磁导率 | 提离高度/mm | 激励频率/kHz | 电流/mA |
|---|---|---|---|---|
| 19.14 | 1 | 0.4 | 100 | 10 |
| 线圈形式 | 内径/mm | 外径/mm | 高度/mm | 匝数 |
|---|---|---|---|---|
| 圆柱形 | 1 | 2 | 2 | 350 |
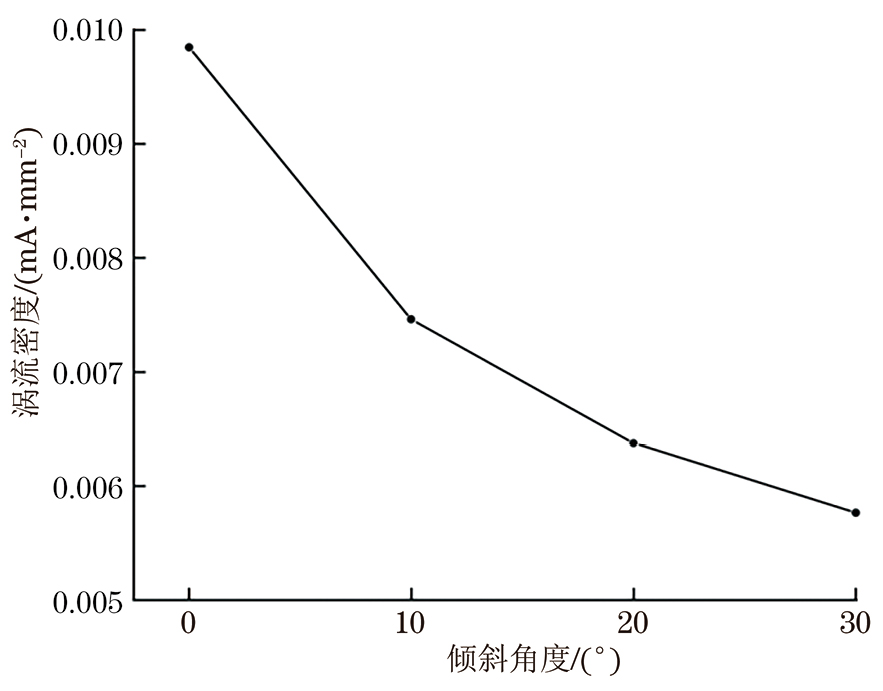
探头倾斜角分别为0°,10°,20°,30°时的涡流密度分布情况如图2所示,试件表面涡流密度的最大值与倾斜角度的关系曲线如图3所示。由图2,3可见,当探头倾斜时,工件表面等效涡流密度分布变形,强度也随之降低,容易导致缺陷的漏检。
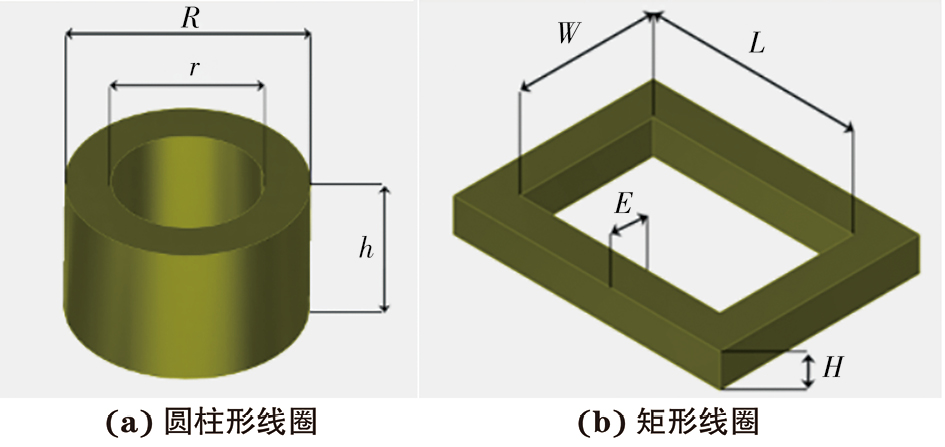
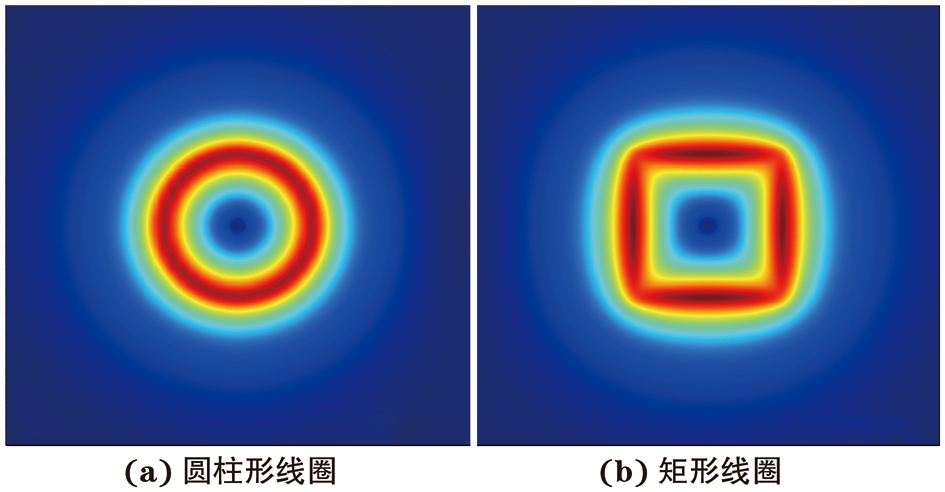
线圈是涡流阵列探头的核心,线圈的类型、尺寸对涡流检测的灵敏度、有效范围等有重要影响[16]。矩形线圈和圆柱形线圈是目前工程中应用最多的两种线圈类型,其结构示意如图4所示。利用CIVA仿真软件模拟了两种线圈的涡流密度,设置的线圈参数如表3,4所示,圆柱形线圈与矩形线圈的模拟涡流密度对比如图5所示。
| 线圈形式 | 内径r/mm | 外径R/mm | 高度h/mm | 匝数 |
|---|---|---|---|---|
| 圆柱形 | 3 | 4 | 2 | 200 |
| 线圈形式 | 长度L/mm | 宽度W/mm | 厚度E/mm | 高度H/mm | 匝数 |
|---|---|---|---|---|---|
| 矩形 | 3 | 3 | 0.5 | 2 | 200 |
由图5可知,矩形线圈相较于圆柱形线圈在长边处涡流密度更高(颜色更深),具有更高的检测灵敏度。两种线圈的涡流场渗透深度对比如图6所示,可见,在相同的渗透深度下,矩形线圈所产生的涡流密度要大于圆柱形线圈的。
由于探头倾斜对检测结果有较大影响,设计了一种形状类似于马鞍的仿形阵列探头,其结构示意如图7所示,该探头可以在轮毂处滑动,能够保证每个线圈均垂直于被测试件,采用8组线圈即可覆盖轮毂表面,线圈之间紧密排布,通过分时激励的方法避免线圈之间的互感,同时每个线圈只接收自己发射的涡流信号,属于自感式涡流阵列传感器,相较于点式探头的多次检测,仿形阵列探头只需要一次即可完成对装甲车诱导轮加强筋处裂纹的检测。
矩形线圈在高度为2 mm,匝数为350,试件参数与检测条件如表1所示的情况下,通过改变线圈的长度、宽度、厚度来分析响应信号幅值的变化。探头由8个线圈横向排布组成,考虑到加强筋宽度的限制,各线圈在设定参数时应保证W+2E=2.5 mm。其中长度为0.1~5.0 mm,宽度为0.1~2.4 mm,厚度为0.05~1.2 mm。设定缺陷尺寸(长×宽×高)为5 mm×0.2 mm×0.1 mm,不同尺寸线圈检测该缺陷时的信号幅值如图8所示,可知当L=4.8 mm,W=1.6 mm,E=0.45 mm时,信号幅值最大。
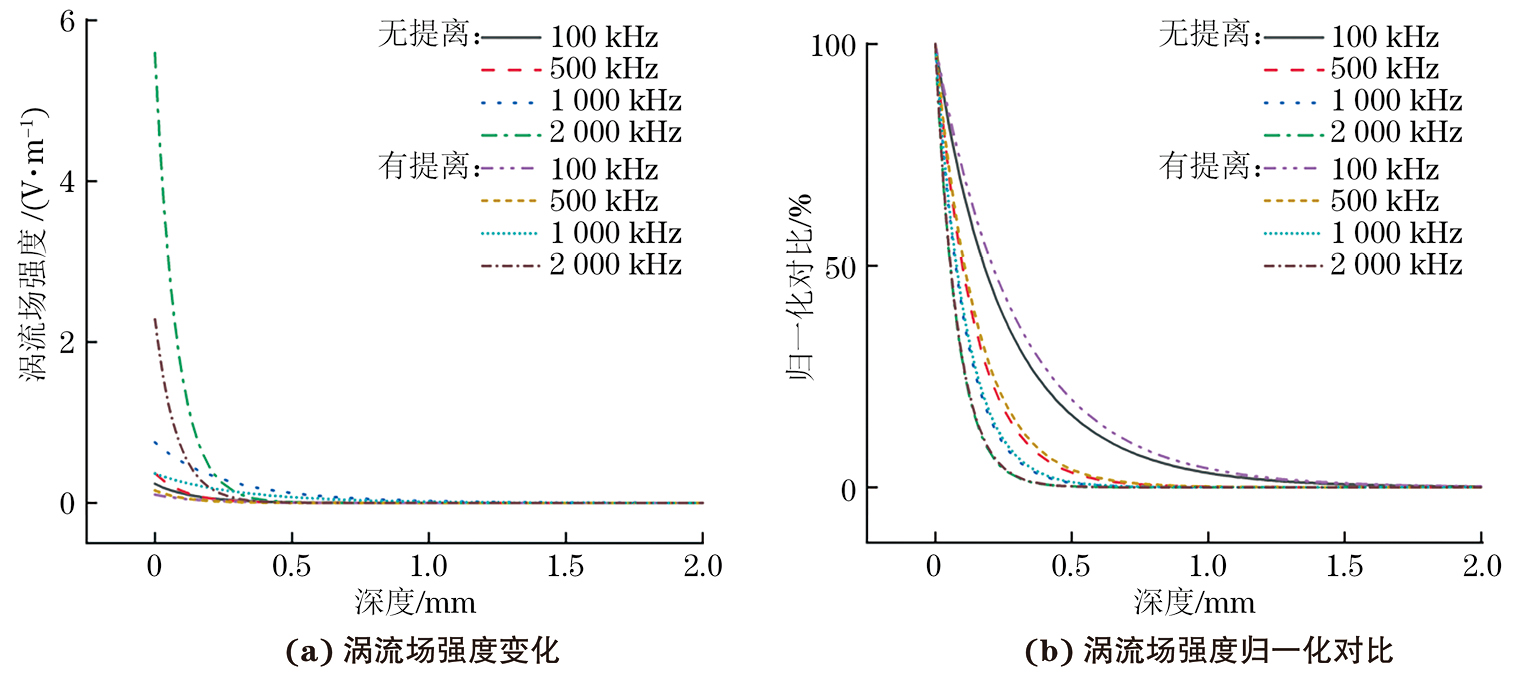
诱导轮的表面涂有不导电的保护漆层,相当于探头和工件之间存在一定的提离高度。同时激励频率对检测结果也有着重要的影响,随着频率升高,试件表面的涡流密度增加,涡流场的渗透深度逐渐减小。不同频率下涡流场强度随深度的变化曲线如图9所示。由图9(a)可知,保护漆的存在会降低诱导轮表面的涡流场强度。将各组数据进行归一化处理,观察涡流场强度的衰减情况可知,一定的提离会降低趋肤效应对涡流检测的影响,且频率越低越明显。
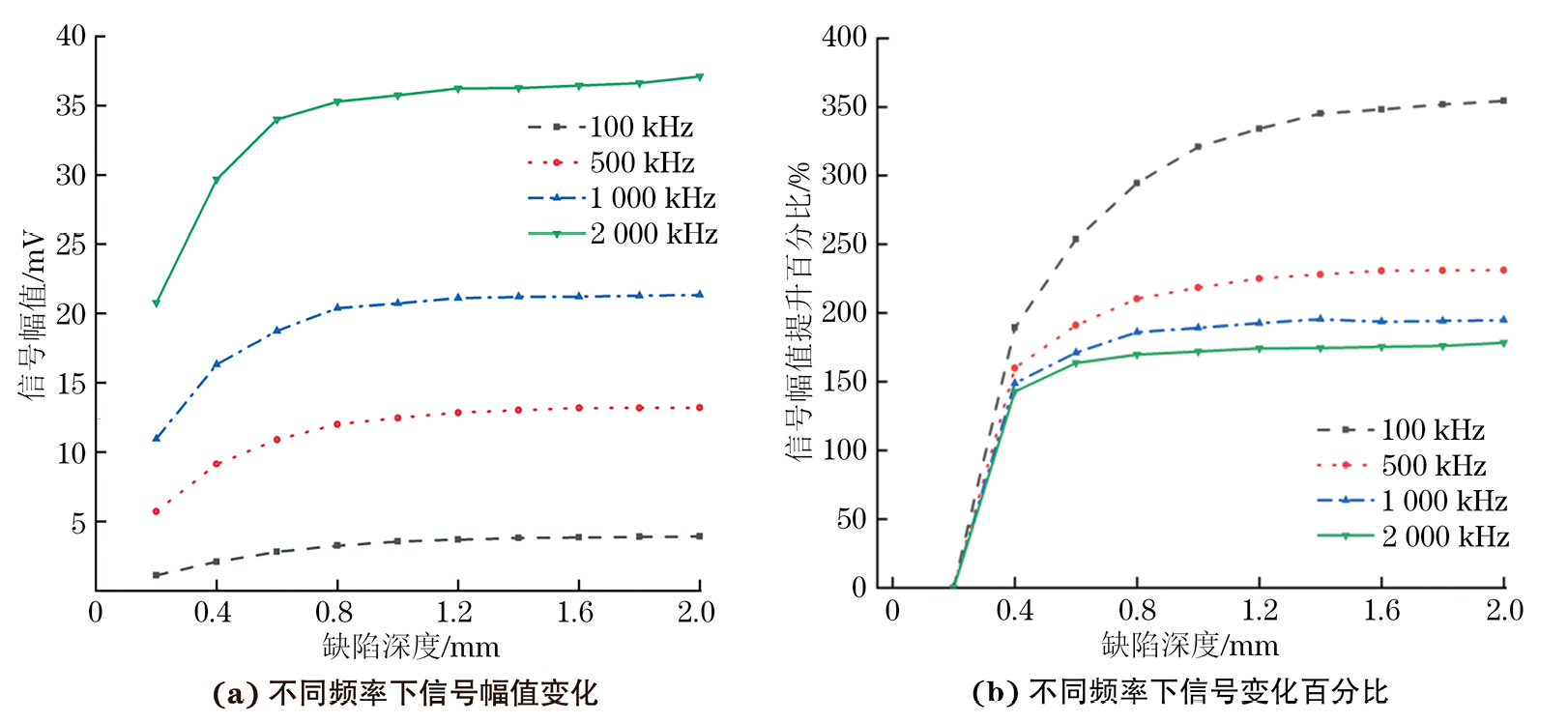
为进一步探究激励频率对不同深度缺陷的分辨率,模拟阵列探头扫过长度为5 mm,宽度为0.14 mm,深度为0.2~2.0 mm的缺陷时的响应信号,模拟结果如图10(a)所示,可见,随着频率的升高,探头对相同深度的裂纹识别灵敏度提升;将4种频率下不同深度对应的信号幅值与本组深度为0.2 mm时的信号幅值作对比,得到的提升比例如图10(b)所示,可见当激励频率增加到500 kHz时,深度大于1.6 mm的缺陷的信号响应幅值提升百分比不明显,当激励频率达到1 000 kHz以上时,难以检测出深度大于1.2 mm的缺陷。缺陷深度是评价诱导轮上疲劳裂纹危害性的重要指标,由以上分析可知,为保证涡流检测在深度方向上的检测能力,应使用低于500 kHz的激励频率进行检测。
不同频率下点式探头和阵列探头信号幅值的模拟结果如图11所示,可以看出,随着频率的增加,两种探头的信号幅值都增加,在裂纹深度大于1.6 mm后增加均不明显,但在同一裂纹深度处,阵列探头信号幅值明显大于点式探头的。
涡流检测仿形阵列探头实物如图12所示,为降低粗糙表面对探头滑动检测时的磨损,需要在探头表面粘贴特氟龙胶带。同时,在涡流阵列探头上安装摄像头,以使涡流异常信号具备更好的可解释性,避免缺陷的漏检、错检。涡流检测仪采用爱德森(厦门)电子有限公司生产的SMART-208S型八通道视频一体化涡流检测仪,其可同时进行涡流阵列检测和视觉检测,检测结果包括阻抗平面图与C扫描显示。
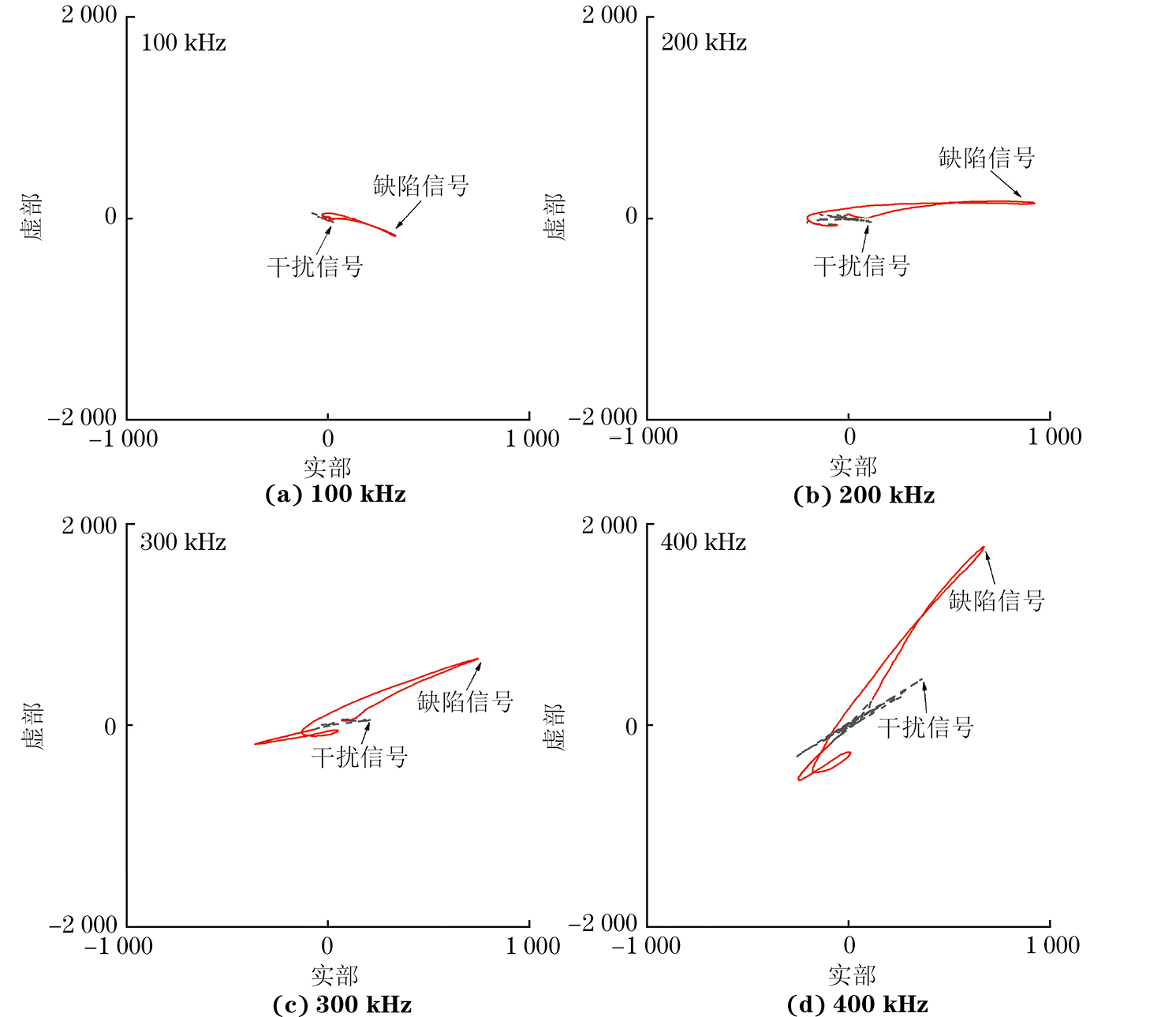
分别设置100,200,300,400 kHz作为激励频率,在裂纹尺寸(长×宽×深)分别为5 mm×0.14 mm×0.6 mm的对比试块上进行检测,导出第五通道(裂纹正上方)的数据,绘制涡流阻抗图(见图13)。图13中实部为电阻(无量纲),虚部为电抗(无量纲),此时缺陷信号和粗糙度引起的干扰信号的相位和幅值如表5,6所示。
| 激励频率/ kHz | 相位/(°) | ||
|---|---|---|---|
| 缺陷信号 | 干扰信号 | 相位差 | |
| 100 | −27.38 | −34.19 | 6.81 |
| 200 | 9.15 | −15.22 | 24.37 |
| 300 | 40.29 | 14.54 | 25.75 |
| 400 | 69.33 | 51.52 | 17.81 |
| 激励频率/ kHz | 幅值/mV | ||
|---|---|---|---|
| 缺陷信号 | 干扰信号 | 信噪比 | |
| 100 | 378.38 | 94.30 | 4.01 |
| 200 | 936.92 | 152.35 | 6.15 |
| 300 | 1 155.06 | 223.14 | 5.18 |
| 400 | 1 900.53 | 591.43 | 3.21 |
通过表5,6可以看出,使用不同频率检测,得到的涡流信号幅值与相位存在一定差异,随着频率的增加,干扰信号与缺陷信号的幅值都会增加,频率为400 kHz时缺陷信号幅值最大,但干扰信号幅值也大,而100 kHz时干扰信号幅值小,但缺陷信号幅值也小,所以这两个频率下的信噪比低。综合看来,200 kHz时信噪比最好,相位差也比较大,有利于区分缺陷信号和干扰信号。
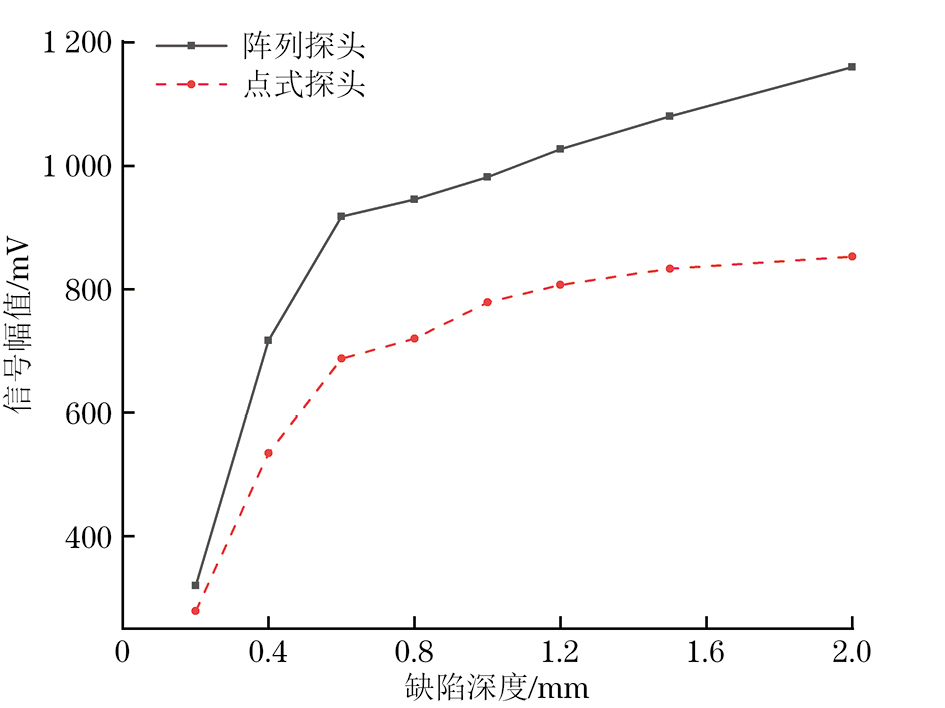
为确定涡流阵列探头对裂纹的检出效果,在探头上贴上多层特氟龙胶带模拟保护漆层,对裂纹长度为5 mm,宽度为0.14 mm,深度为0.2~2.0 mm的对比试块进行检测,激励频率为200 kHz,阵列探头与点式探头缺陷深度与信号幅值的关系曲线如图14所示。由图14可知,阵列探头不仅缺陷信号幅值明显高于点式探头的,平均提高约30%,而且随着缺陷深度增加,阵列探头信号幅值也呈线性增加趋势,而点式探头在缺陷深度大于1.2 mm后信号幅值增加不明显,说明阵列探头可以检出更深层的缺陷。
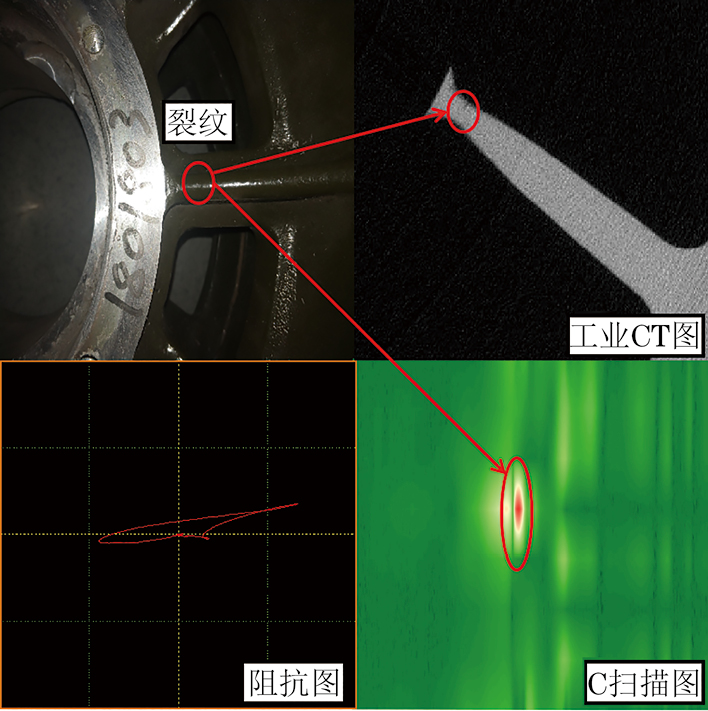
使用涡流阵列探头对实际诱导轮进行检测应用验证,由于点式探头对检测人员的操作要求高,并且容易受探头提离或者倾斜的干扰,检测效率较低,对诱导轮的10条加强筋进行涡流检测,使用点式探头所需要的时间约为20 min,使用涡流阵列探头所需要的时间大概为3 min,检测效率提升了约85%,同时点式探头也存在信号幅值低、解释性差等问题。涡流阵列探头的检测结果如图15所示,图中包含检测出的缺陷涡流阻抗图以及缺陷位置的C扫描图像,由于手动扫查的速度不稳定,目前缺陷位置是通过采样点数与加强筋长度比值来确定的,后续可以根据摄像头的实时位置来进行精准定位成像。根据检测结果可以确定诱导轮保护漆下加强筋的位置存在表面开口裂纹。为核实检测结果,使用工业CT进行验证,裂纹出现在图15中标注位置,缺陷尺寸(长×宽×深)为3.6 mm×0.1 mm×0.24 mm,说明试验所采用的阵列涡流检测方法可以实现对诱导轮带漆下表面裂纹的检出。
(1)基于涡流密度的仿真模拟,确定阵列探头采用矩形线圈,根据诱导轮实际检测场景,确定线圈的最佳参数为L=4.8 mm,W=1.6 mm,E=0.45 mm,H=2 mm,匝数为350匝。
(2)通过仿真结合试验的方式进行工艺参数分析,在兼顾检测灵敏度、缺陷深度分辨率以及缺陷信号和干扰信号的相位差条件下,确定最佳频率为200 kHz。
(3)使用两种探头在诱导轮上进行对比验证,结果表明,阵列探头信号幅值比点式探头幅值平均提高约30%,检测效率提高约85%。