编辑:无损检测证书挂靠 时间:2025-02-20 20:39:16
薛岩(1982-),女,硕士,正高级工程师,主要从事管道环焊缝无损检测算法编程及设备研发工作
目前针对长输管道环焊缝的内部缺陷检测,主要有数字射线检测、相控阵超声检测等方法。数字射线检测对体积型缺陷检测灵敏度高,对大角度面积型缺陷不敏感,比如根部和热焊区域,可能会出现漏检问题;射线检测无法测量缺陷高度和深度,只能以缺陷长度进行评判[1]。相控阵超声检测(PAUT)技术与常规超声技术相比具有更高的检测精度、灵敏度、缺陷辨识能力以及更大的检测范围,在核电、航空航天、船舶、石油化工等领域应用广泛,并取得了良好的效果,其为管道环焊缝检测提供更好的解决思路[2]。常规相控阵超声检测技术在应用过程中存在不足,由于检测聚焦点数有限,其在成像区域内近焦点处分辨率高、成像效果好,但在远焦点处成像分辨率低,而且常规相控阵超声检测对缺陷高度的测量误差偏大[3]。
全聚焦检测技术将成像区域分割为多个网格,对每一网格都进行聚焦,使得超声成像结果更加均匀平滑,成像质量优于常规相控阵超声检测方法的质量[4],该技术成为近年超声检测的主要研究方向。为了降低数据采集量,提高检测效率,很多专家学者针对全矩阵数据采集算法做了大量的优化工作[5-8];在全聚焦成像方面,有专家提出全模式全聚焦成像及3D全聚焦成像等算法[9-13],在全聚焦技术应用方面,已在腐蚀缺陷、焊缝裂纹检测等方面有了不少研究成果[14-19]。
针对全聚焦检测技术特点,开展了全聚焦技术在管道环焊缝领域的研究,针对不同焊接工艺的焊缝开展全聚焦检测工艺试验,验证了全聚焦技术在管道环焊缝领域应用的可行性。
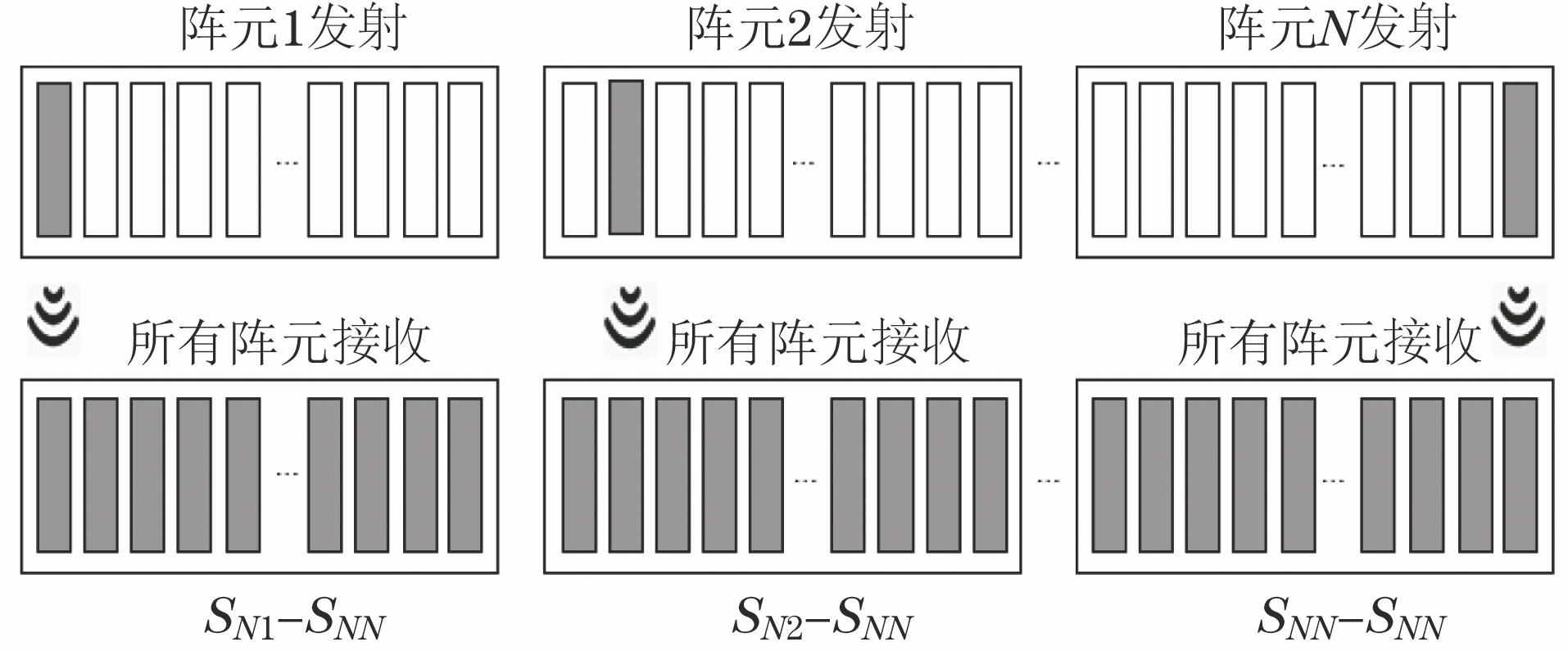
全矩阵数据采集是相控阵超声探头中所有晶片依次发射超声,所有晶片接收超声的技术,其数据采集过程如图1所示。以N阵元的一维线性阵列探头为例,其基本工作原理为:首先使换能器中第1个晶片激励超声波,所有晶片并行接收,所获得的回波数据定义为S1j,其中j=1,2,…, N,共获得N 组数据,然后,依次激励换能器中晶片,重复上述过程,最终接收到N×N个A扫波型。将晶片i发射、晶片j接收的超声回波数据记为Sij(为全矩阵数据的第i行第j列的数据),其包含每个时间采样点接收信号的幅值[17]。全矩阵采集方法所得到的数据集包含了所有单个晶片发射和所有晶片接收的组合关系,即接收数据的完备集。
以得到的全矩阵数据为基础,结合全聚焦成像算法在目标区域内进行逐点虚拟聚焦,得到目标区域的成像图,从而实现对缺陷的检测和定位。全聚焦成像算法的原理如图2所示,在二维坐标系xOz 中,x坐标轴为相控阵探头阵列方向,平行于介质表面,z坐标轴垂直于相控阵探头并指向介质内部,坐标原点位于相控阵探头1号晶片位置。相控阵晶片数目为N,间距为d,宽度为a[17]。
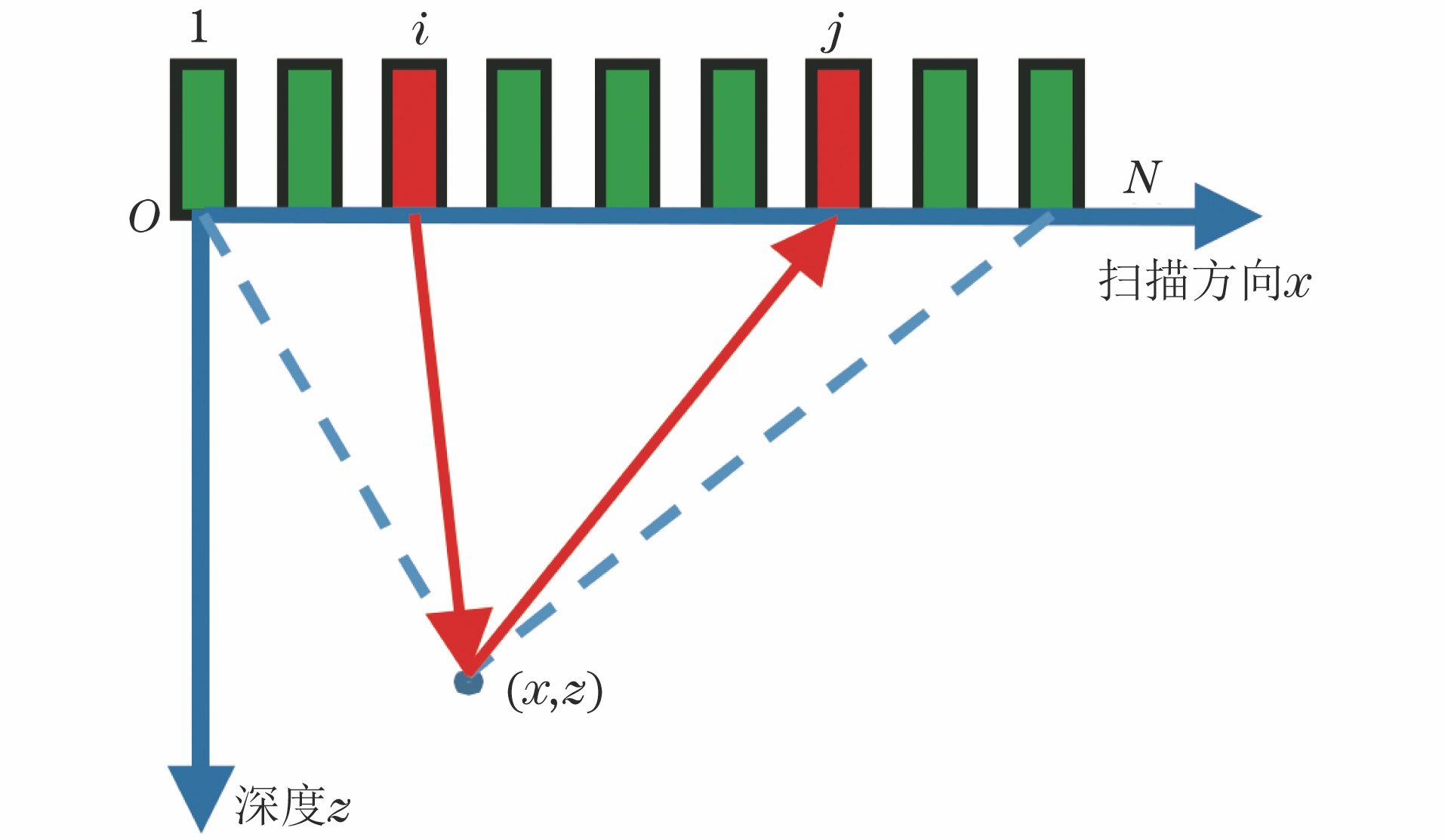
已知发射晶片坐标(xi,zi)、接收晶片坐标(xj,zj),zi=zj=0。由几何传播关系可得出超声波(波速为c)从晶片i发射,经焦点(x,z)到晶片j的时间为
| (1) |
由式(1)可得到每个收发晶片所对应的A扫描线的声束传播时间信息,将每个A扫描相对应的时间幅值累加可得到单个像素点的幅值,即
| (2) |
由上述公式遍历成像区域内的所有网格,即可根据各个网格处的图像幅值绘制出二维图像。全聚焦成像利用了全部的全矩阵捕捉数据,由多个A扫时域信号叠加而成,也包含了误差平均的过程,提高了信号的信噪比。
根据管道环焊缝检测对全聚焦检测技术的需求,设计并制作全聚焦超声波验证试块。在符合标准NB/T 47013.15—2015 《承压设备无损检测 第15部分 相控阵超声检测》 的B型相控阵试块基础上增加不同角度平底孔及上下表面槽等反射体,模拟全自动焊未熔合缺陷、咬边缺陷,反射体尺寸参考标准SY/T 4112—2017 《石油天然气钢质管道对接环焊缝全自动超声检测试块》,增加反射体D1~D6,其具体信息如表1所示。
| 反射体 | 描述 | 深度/mm |
|---|---|---|
| D1 | 上表面槽0°(与法线夹角) | 1 |
| D2 | ϕ2平底孔5°(与法线夹角) | 5 |
| D3 | ϕ2平底孔45°(与法线夹角) | 21.5 |
| D4 | ϕ2平底孔60°(与法线夹角) | 15 |
| D5 | ϕ2平底孔30°(与法线夹角) | 10 |
| D6 | 下表面槽0°(与法线夹角) | 25 |
试块设计完成后,委托专业厂家制作试块,并提供试块合格报告。制作试块应选用晶粒度均匀,内部无杂质的材料,要求材料表面光滑,无锈蚀、擦伤、凹凸不平等,制作完成的试块实物如图3所示。

全聚焦检测试验所用相控阵探头为LM-5 MHz线性相控阵探头,晶片数量为64个,晶片中心间距为0.6 mm,楔块采用LM-55SW型试块,楔块角度为36°,第一个晶片中心距试块表面高度为8 mm,距主轴偏移为2.91 mm。首先对探头参数及楔块参数进行设置,同时设置目标区域后进行检测,目标区域的水平宽度为40 mm,垂直深度为50 mm,目标区域距楔块后缘距离为12 mm。根据反射体位置及方位设置全聚焦检测模式,试块验证试验现场如图4所示,其部分检测结果如表2所示,部分检测图谱如图5所示。

| 反射体 | 描述 | 检测模式 | 增益/dB | 实际深度/mm | 检测深度/mm |
|---|---|---|---|---|---|
| D1 | 上表面槽(0°) | TT-TT | 29 | 1 | 1 |
| D2 | ϕ2平底孔(5°) | TT-T | 45 | 5 | 4 |
| D3 | ϕ2平底孔(45°) | TT-TT | 28 | 21.5 | 22 |
| D4 | ϕ2平底孔(60°) | TT-TT | 35 | 15 | 15 |
| D5 | ϕ2平底孔(30°) | TT-TT | 35 | 10 | 8.5 |
| D6 | 下表面槽(0°) | T-T | 35 | 25 | 25 |

由试块检测结果可知,全聚焦技术能够检测出全聚焦试块中的所有反射体,对角度较大的平底孔反射体(30°,45°,60°)以及上下表面槽反射体检测灵敏度较高,对角度较小的平底孔反射体(5°)检测灵敏度偏低(检测效果稍差)。
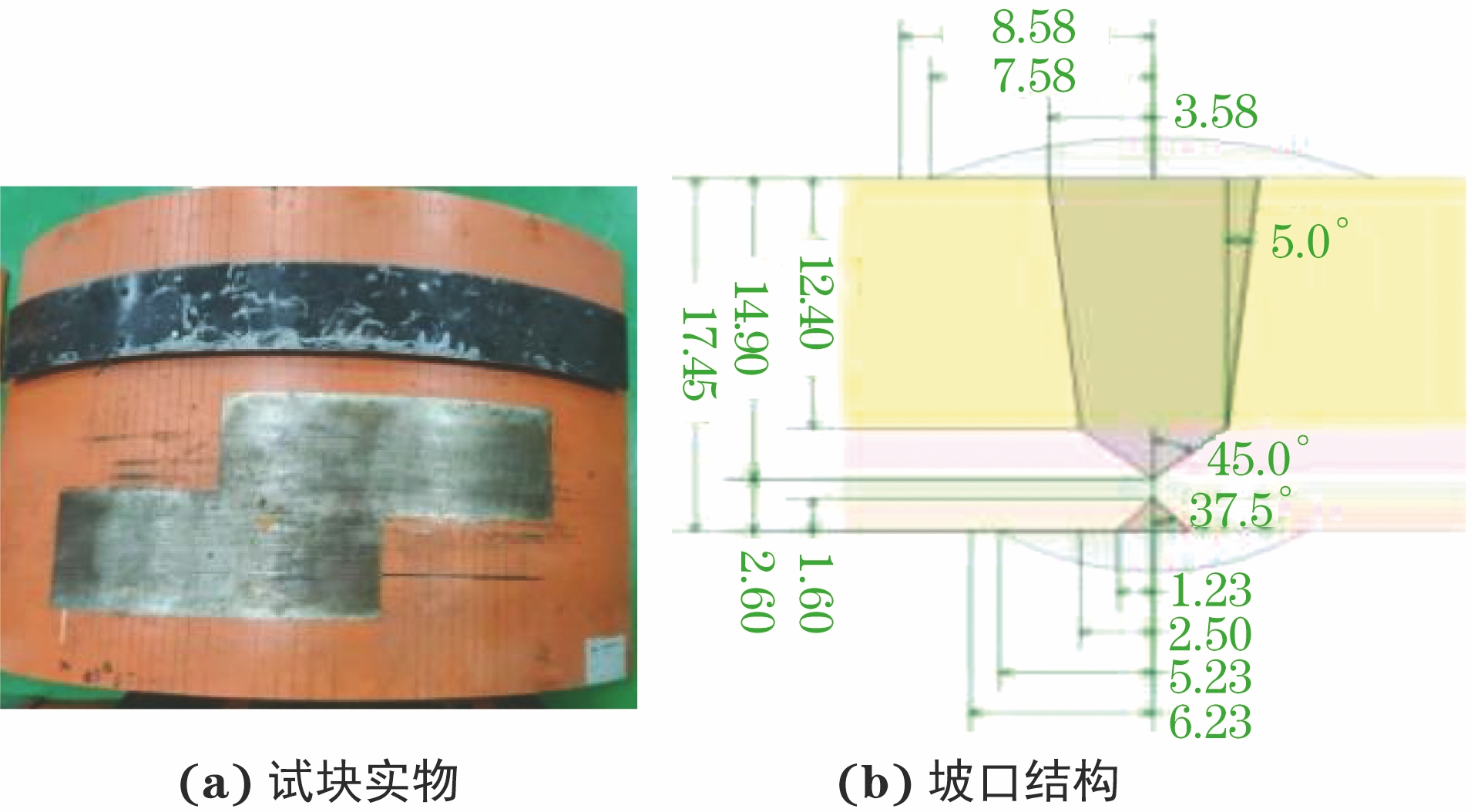
对CRC坡口AUT校准试块开展全聚焦检测试验,AUT校准试块实物及坡口结构如图6所示,焊缝壁厚为17.5 mm,根部区域角度为37.5°,热焊区角度为45°,填充区角度为5°,全聚焦检测扫查范围为从上游根部反射体到外表面横向槽。全聚焦检测方案(CRC坡口)为:检测仪器为TOPAZ64/128PR型相控阵超声检测仪;软件版本为Ultravision Touch 3.10R2;探头型号为LM-5 MHz;楔块型号为LM-55SW;检测方法为TFM(全聚焦);分辨率为512像素×512像素(长×宽);激发孔径为64;步进偏移为-10 mm;全聚焦区域为水平位置起始-10 mm,水平宽度20 mm,深度位置起始0 mm,深度40 mm;全聚焦声束传播模式为T-T、TT-TT、TT-T;编码采集方式为手动扫查,编码器记录。该试块的单侧单面扫查检测结果如表3所示,部分扫查结果如图7所示。
| 分区 | 描述 | 检测模式 | 增益/dB | 最大幅值/% |
|---|---|---|---|---|
| R1.0 | 下表面槽(0°) | T-T | 36 | 78 |
| LCP | ϕ2平底孔(0°) | TT-T | 36 | 39 |
| HP1 | ϕ2平底孔(45°) | TT-TT | 36 | 37 |
| HP2 | ϕ2平底孔(45°) | TT-TT | 36 | 42 |
| F1 | ϕ2平底孔(5°) | TT-T | 45 | 未见明显信号 |
| F2 | ϕ2平底孔(5°) | TT-T | 45 | 未见明显信号 |
| F3 | ϕ2平底孔(5°) | TT-T | 45 | 78 |
| F4 | ϕ2平底孔(5°) | TT-T | 36 | 75 |
| V1 | ϕ1.5平底孔(5°) | TT-TT | 36 | 26 |
| V2 | ϕ1.5平底孔(5°) | TT-TT | 36 | 42 |
| V3 | ϕ1.5平底孔(5°) | TT-TT | 36 | 86 |
| V4 | ϕ1.5平底孔(5°) | TT-TT | 36 | 54 |
| F51.0 | 上表面槽(5°) | TT-TT | 36 | 100 |
| Trans ID | 内表面横向槽 | T-T | 36 | 25 |
| TOFD ID | 内表面TOFD验证槽 | T-T | 36 | 100 |
| CENTER | 中心通槽 | TT-T | 36 | 100 |
| TOFD OD | 外表面TOFD验证槽 | TT-T | 36 | 100 |
| Trans OD | 外表面横向槽 | TT-TT | 36 | 52 |
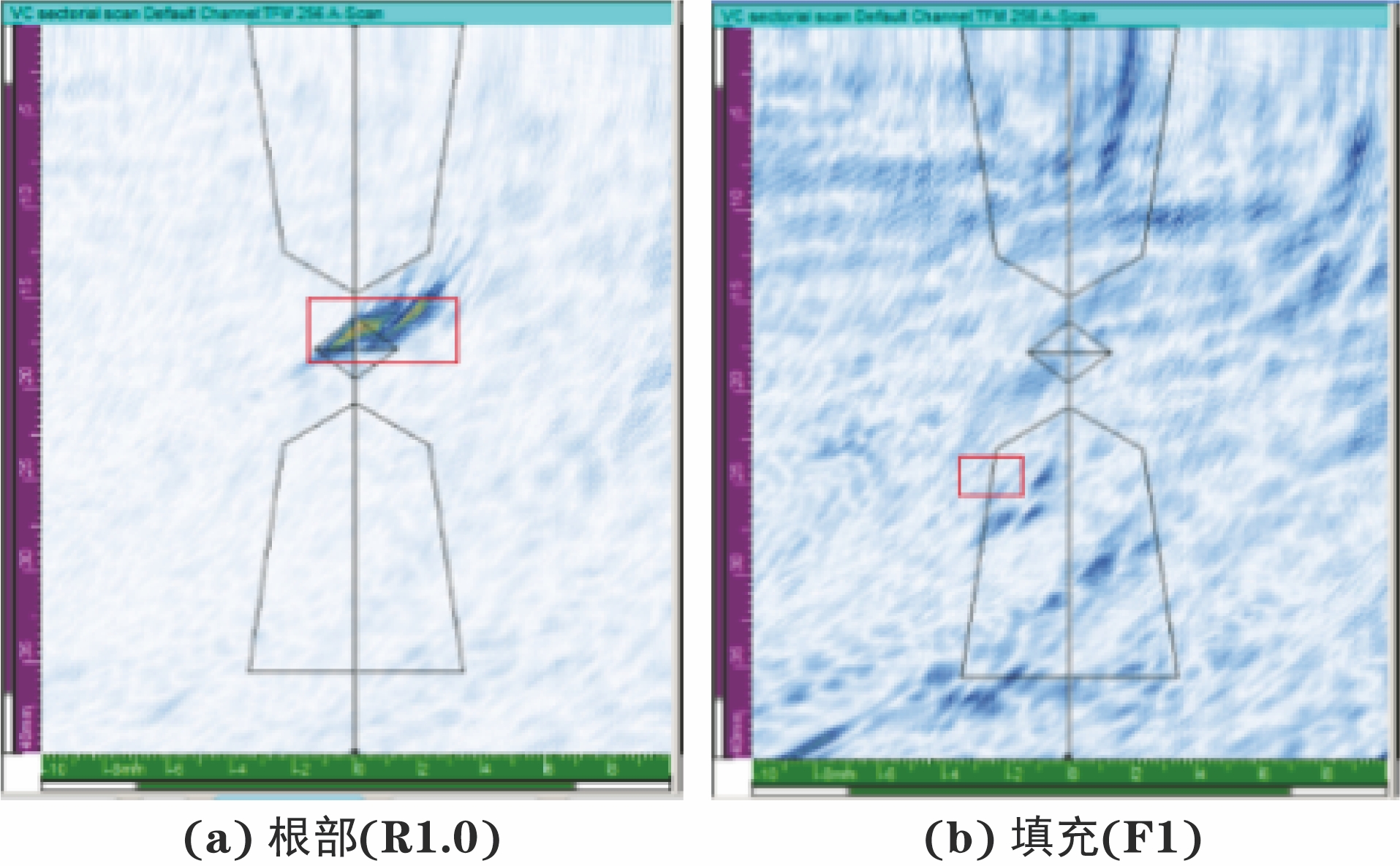
由校准试块检测结果可知:全聚焦技术共检测了18个试块中反射体,能够检测出16个反射体,对于小角度反射体全聚焦检测时产生了漏检;小角度反射体包括填充区的4个反射体,填充区F1反射体和填充F2反射体未见明显缺陷信号,能够检测到填充F3反射体和填充F4反射体,说明全聚焦技术对角度较小的反射体灵敏度偏低。
基于上述试验结果,开展不同全聚焦检测模式成像算法研究,重点关注TT-T成像算法,基于式(1),(2)建立TT-T延时矩阵,并对AUT校准试块开展检测试验,验证算法的有效性。AUT校准试块图纸如图6所示,其壁厚为17.5 mm,坡口形式为CRC坡口,部分检测结果如图8所示。
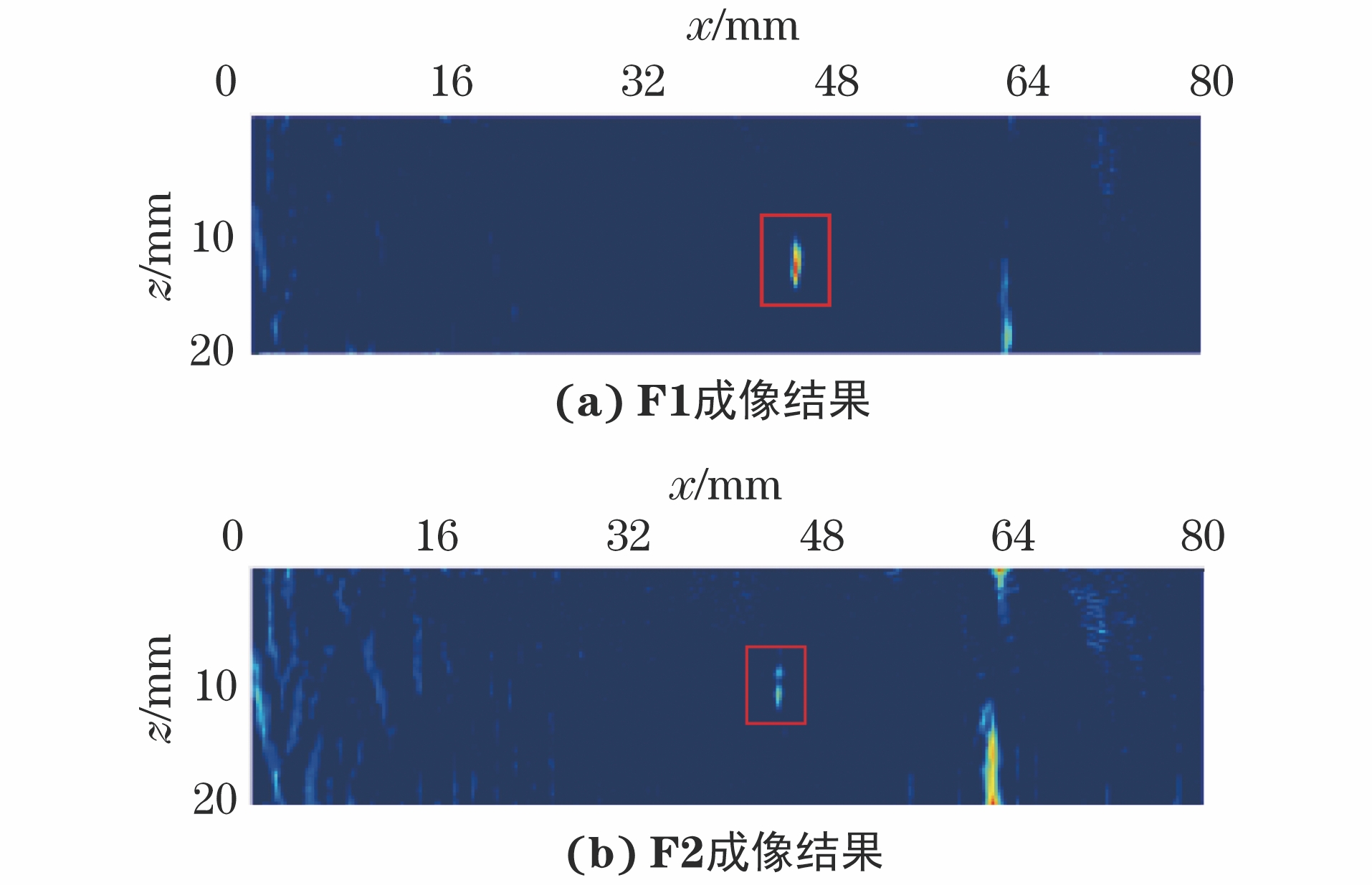
由上述检测试验结果可知,全聚焦技术共检测了18个试块中反射体,能够检测出18个,说明全聚焦检测算法经过改进后可适用于小角度焊口反射体的检测,即可实现CRC坡口的可靠检测。
针对V型坡口AUT校准试块开展全聚焦检测试验,焊缝壁厚为17.5 mm,根部区角度为0°,填充区角度为25°,扫查范围为从根部反射体到TOFD上表面盲区验证槽反射体。全聚焦检测方案(单V坡口)为:检测仪为TOPAZ64/128PR型相控阵超声检测仪;软件版本为Ultra vision Touch 3.10R2;探头型号为LM-5 MHz;楔块型号为LM-55SW;检测方法为TFM;分辨率为512像素×512像素(长×宽);激发孔径为64;步进偏移为-12 m;全聚焦区域为水平位置起始-15 mm,水平宽度30 mm,深度位置起始0 mm,深度40 mm;编码采集方式为手动扫查,编码器记录,单侧单面扫查。其部分扫查结果如图9所示。

V型校准试块检测结果表明:全聚焦技术共检测了17个AUT反射体,能够检测出17个反射体,未发生漏检。由此可知,全聚焦检测技术对于单V型坡口检测灵敏度高,检测信号能看到反射体上下尖端,可以根据上下尖端衍射信号进行缺陷定量,定量准确性高。
开展相控阵超声全聚焦检测工艺方案研究及全聚焦成像算法优化,参照设计标准设计并制作全聚焦验证试块,针对全聚焦验证试块、不同焊接坡口形式的AUT校准试块进行相控阵超声全聚焦技术检测试验。试验结果表明,全聚焦技术能够检测单V型坡口校准试块反射体,改进后的全聚焦成像算法能够检测到CRC坡口校准试块小角度反射体,全聚焦检测技术在长输管道环焊缝检测领域具有可行性。
推荐阅读: