编辑:无损检测证书挂靠 时间:2025-03-18 17:27:49
作者简介:
作者简介:燕集中(1981—),男,高级工程师,硕士,主要研究方向为承压类特种设备安全技术,yanjizhong2010@163.com
管道承担着全世界85%以上的石油和近100%的天然气运输任务,输送管道在现代工业的快速发展中发挥着重要作用,并成为国民经济的重要增长点[1]。PE(Polyethylene,PE)管道以其耐腐蚀、耐低温、耐磨损、韧性高、质量轻、抗震性能好等优点,逐步成为国内外燃气行业新管铺设及旧管改造、维修、更换工程的主要选择之一[2-4]。
PE管之间的焊接方式主要有热熔焊接和电熔焊接两种。在其焊接制造的过程中,不可避免地会产生焊接缺陷,因此,焊接接头质量的合格与否直接影响PE管道的安全运行。燃气管道作为城市的能源输送系统,一旦出现质量问题,会直接影响到居民的正常生活,此外,由于燃气的可燃性、易爆性,如果发生燃气泄漏,极易发生爆炸事故。因此,要保证燃气管道的运行安全,就必须具备完善的检测工艺。目前,PE管道在出厂时需进行外观、尺寸及断裂伸长率、短期静液压强度等一系列物理性能的检查,出厂质量有较高的保障。然而,在安装、施工过程中,受天气、设备状态、工人经验等因素影响,PE管焊接接头质量参差不齐,直接影响了燃气管网系统的运行效果和使用寿命。因此,有必要对PE燃气管道焊接缺陷的检测进行深入研究,提升检测效率,保障聚乙烯燃气管道的输送安全。
文章综合阐述了超声检测、相控阵检测、衍射时差检测、数字射线成像4种方法在聚乙烯焊接缺陷检测中的国内外研究进展,并对当前检测技术存在的不足和未来的研究方向进行了探讨。
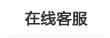
工业上所采用的超声检测(Ultrasonic test,UT)工作原理如图1所示,其中,超声波的发射和接收通常通过压电晶体材料构成的超声探头来实现[5]。UT最常用的方法是脉冲回波法,将脉冲振荡器产生的脉冲电压加载至超声探头上,探头发出的超声脉冲通过耦合剂进入被检工件,并在被检工件表面产生一定的回波。超声脉冲遇到缺陷等反射体时,部分反射能量会沿原来的路径返回并在一定时间后到达探头。探头将超声信号转变为电信号,经放大器放大后显示在示波器上并进行后续分析。根据超声波在被检工件中的传播速度,可以计算得到缺陷与物体表面的相对位置。
张兴森等[6]采用自制纵波斜探头,对PE管热熔焊缝缺陷进行了超声检测,结果表明,该探头可有效检出尺寸(直径×深度)为ϕ1.0 mm×2.0 mm的缺陷。于润桥等[7]基于PE管道的声学性能,采用小波域去噪超声检测方法,确定了超声波技术对PE管道热熔焊缝焊接质量检测的适用性。郭伟灿[8]提出了PE管道热熔对接接头耦合聚焦超声检测方法,并设计完成了相关检测装置,该装置具有检测精度高、可靠性高和操作效率高的特点。徐家怡等[9]研究发现振幅捕捉法和脉冲回波法对含有沙粒和油脂缺陷的试件的检测结果非常精确。谢长生等[10]采用空间复合成像技术,在降低超声检测成像噪声的同时扩大了检测区域,减少了伪像并缩小了盲区,提高了图像对比度和分辨率。刘同文等[11]指出由于超声波在PE管中的衰减速率比在金属材料中的高出10倍,因此应采用频率小于4 MHz的超声波进行检测。
李俊等[12]采用与管道弧形面接触的低频探头对不同夹杂缺陷进行了超声检测,发现UT可以定位和定量检测出PE管道热熔接头的各种夹杂缺陷,但是在检测前必须切除管道焊缝内外翻边,否则难以检出。张琳[13]研究发现超声波对于面积型和孔洞型缺陷具有良好的检测能力,且对于缺陷深度可以进行定量检测。黄建生[14]认为必须采用纵波探头对PE管热熔对接接头进行超声检测,并且频率需保持在2 MHz左右才能确保衰减效果和分辨率。EGERTON等[15]研究发现,超声波在高密度聚乙烯(High density polyethylene,HDPE)材料中的传播速度和衰减特性随频率、深度、温度和方向而变化,使用基于神经网络拟合回归方法的超声能量衰减和传播速度结果比基于传统回归参数法的结果精度分别提高4%和2%。王仕芳等[16]研究发现探头特性对PE管缺陷检测效果的影响较大,平底探头的检出效果和定量效果较好,但是弧形底面的探头综合效果最好,评价结果与实际情况相符。LOWE等[17]采用柔性长纤维复合传感器进行了HDPE管道的超声导波检测研究,结果表明,为避免高频超声的衰减问题和低频超声盲区较大问题,超声频率最佳范围应为13~25 kHz。ZHENG等[18]认为由于没有考虑PE管自身黏弹特性对于超声波的影响,超声波无法对大尺寸管道进行有效检测。韩光明等[19]研究发现,对于含有未充分熔合缺陷的PE管热熔接头,由于缺陷自身存在的“透声”声学特性,超声检测设备不具备检测该类缺陷的能力。
相控阵超声检测技术(Phased array ultrasonic technique,PAUT)通过超声波的声束偏转和聚焦点的位置变化,实现在同一个检测位置上的多角度大范围扫查。UCHIDA等[20]使用电超声束控制和实时B超图像显示技术,在超声声束转向预定角度和位置时,实现了人工预制缺陷的有效检测。郑津洋等[21]提出了一种先采用相控阵超声检测测量电熔焊接接头特征线和电阻丝间的距离,再利用经验公式评估冷焊程度的方法。FREDERICK等[22]研究发现低频PAUT对于核电站用HDPE热熔接头未熔合、冷焊和夹渣缺陷具有较高的检出率和识别率。HAGGLUND等[23-24]研究表明,PAUT可以检测出外径为220~450 mm的管道上直径为1.5~8 mm的圆形缺陷。HOU等[25]提出了一种基于超声检测图像模式识别的PE电熔接头缺陷识别方法,并设计了对应的焊接缺陷自动识别软件,研究表明该方法对单一和复杂缺陷的识别准确率可达100%和80%。郭伟灿等[26]研制了聚乙烯管道电熔接头专用相控阵探头,试验结果显示该探头对孔洞、熔合面缺陷和金属丝错位具有较高的分辨率。李曼曼等[27]研究发现PAUT对于电熔接头中孔洞、较大未焊透和电阻丝错位具有良好的检测效果,但是缺陷检出率较低,应用具有局限性。王少军等[28]采用相控阵超声动态聚焦和S扫查成像技术进行热熔接头缺陷的检测,该方法成像快、判断准确、适用于工程检测。张晓宝[29]研究发现,选择相控阵超声阵元低频探头时,缺陷检测的分辨率和灵敏度会相应提高,缺陷与探头的相对位置对于楔块角度的影响重大,且声束聚焦深度为一半工件厚度以上时的检测效果最好,同时也发现相控阵探头和管道表面耦合程度会影响缺陷检出率。侯东圣等[30]针对核电站聚乙烯管道特点,提出大尺寸PE管道电熔接头的检测频率应不大于2.5 MHz,此外,其认为当前相控阵检测理论不足之处在于认为被检材料为线弹性、声速为常数,与超声波在黏弹性材料中的实际传播规律不一致。林师一等[31]研究发现,相控阵超声检测对于未熔合、夹渣、孔洞和金属丝错位具有较高的检出率和检测精度,但是对于冷焊缺陷需要结合相关标准进行参照判定。DING等[32]针对增强聚乙烯复合管道电熔焊接接头超声检测存在的难点和超声盲区问题,提出了一种基于PAUT的复合多角度线扫描图像检测方法,该方法通过设置多线扫描通道和快速切换检测过程,来实现快速实时成像检测。
秦胤康[33]提出了HDPE管道超声检测专用延迟法则,同时结合核电站HDPE管道热熔接头特点,利用热熔接头PAUT专用扫查方式,检测出了110 mm深度范围内尺寸为1 mm的孔洞缺陷和裂纹缺陷,而且可以对75 mm深度范围的裂纹缺陷进行定量分析。TAO等[34]基于相控阵超声扫描结合B扫描图像技术,开发了焊接全过程实时图像处理程序,该程序可以通过检测熔合区深度和特征线移动速度来评估焊接参数。施建峰等[35]采用PAUT对若干电熔接头和热熔接头进行不停气检测后发现,热熔接头缺陷的出现概率为电熔接头缺陷的2.6倍。胡剑峰等[36]针对目前相控阵检测技术所需要的专业性高、缺陷识别过程费时费力的问题,提出了一种基于图像处理方法的焊接缺陷自动识别技术,研究结果显示,该自动识别技术准确率、召回率以及运行时间均达到工业应用要求。李陈[37]认为当前聚乙烯燃气管道相控阵检测技术缺少统一的参考标准,开展相关工作时缺少对应标准支撑,无法准确判断管道的安全状况等级。
衍射时差检测(Time of flight diffraction,TOFD)是一种基于在被检试件内部结构“端角”和“端点”部位采集的衍射能量进行缺陷检测的技术。该方法可以进行缺陷的定量和定位检测,可靠性高,定量精度高,简单快捷,有较高的适用性。由于缺陷衍射信号与角度无关,故角度变化不会影响到检测的可靠性和精度,且缺陷定量定位分析过程中不需要用到信号振幅,检测数据可供多人在线判读,提高了检测结果的准确性[38-39]。李衍[40]认为基于入射纵波在缺陷端部产生衍射波传播时差测量的TOFD可靠性高,但是TOFD方法难以检出倾斜度和弯曲度大的缺陷,且精确度受缺陷水平位置误差影响较大。何莎等[41]讨论了平行扫查(B扫描)和非平行扫查(D扫描)两种方式下的缺陷图谱特征,结果表明TOFD技术可以识别工件内部向表面延伸的缺陷,且缺陷检出率高,缺陷定位和定量精确,但也发现TOFD在工件表面和底面附近有盲区,会夸大良性缺陷进而导致信号分析差异等问题。史俊伟等[42]认为TOFD优点在于垂直缺陷检出率高、可分辨出裂纹上下尖端,适用于大厚度工件,但是对于近表面的缺陷,缺陷衍射波会淹没于直通波或底面回波中而形成盲区,对于横向缺陷检测能力差,无法检测表面缺陷和近表面缺陷。JIN等[43]认为TOFD盲区是尖端衍射的纵波与侧波或底面纵波耦合形成的,未来TOFD技术难点将集中在薄板浅层缺陷的多重重叠信号和不规则结构引起的盲区变化。宋小春等[44]讨论了缺陷几何尺寸对于TOFD检测信号的影响,研究表明当缺陷位于工件上下表面时,探头只能接收部分基本超声信号,当缺陷位于轴偏离底面盲区内时,缺陷衍射信号被底面反射信号覆盖。
TAGHIPOUR[45]基于TOFD方法,使用低频探头对人工预制试件上纵波转变为横波区域的缺陷进行了检测,可以检测到0.5 mm的表面缺口(传统TOFD方法存在2~3 mm盲区)。邓平等[46]设计了水下TOFD检测设备并开展了相关试验,结果表明该设备准确有效,可用于水下焊接修复工程。陈宝龙等[47]对比分析了PAUT和TOFD检测手段对于人工预制缺陷的检测效果发现,两种方法均可以对缺陷进行精确定位,PUAT检出的缺陷长度略高于TOFD的。阎长周等[48]讨论了采用TOFD技术时,缺陷深度和高度测量误差的影响因素,并推导了影响因素的理论误差公式;同时其建议焊接接头厚度小于20 mm时,可采用双面TOFD检测方法。JIN等[49]结合光谱分析与傅里叶变换的频谱分析方法建立缺陷深度与谐波频率区间的关系,实现了不同深度缺陷的定量检测,缺陷深度的相对定量误差在11%以内。
X射线数字成像(X-ray digital radiography)是指使用探测器阵列将穿透工件的射线转换为离散模拟信号阵列,并将这些信号阵列数字化,再传输至电脑,形成和显示出与系统输入端射线能量的区域变化相对应的数字化影像的技术。
GRAY等[50]对比分析了射线数字成像、超声检测技术后发现,超声检测无法检测出冷焊缺陷。伍树坤[51]和邵翔等[52]在各自研究中发现,当采用较低的曝光能量时,X射线数字成像对于缺陷敏感度较高,并且对于气孔、夹杂等体积型缺陷识别度较高,但难以检出未熔合等面积型缺陷。何慧娟[53]研究发现X射线数字成像检测方法可以有效检测出聚乙烯热熔接头中的泥沙、铁屑缺陷,但无法检测出油污缺陷。王寿超[54]对比分析了工业CT(Computed tomography)、X射线数字成像和超声检测方法对于聚乙烯燃气管道缺陷的检出效果,结果表明前两者对于缺陷较敏感,但不适合施工现场使用;超声检测对于缺陷的敏感度没有前两者的高,但是携带方便。伍宗银等[55]设计了一种射线检测用的像质计,该像质计可以有效检出聚乙烯热熔焊接接头0.1 mm宽度的未黏合缺陷。李沧等[56]将常规钢管X射线检测方法应用于聚乙烯管道,可以有效检出焊接接头内部气孔、夹杂物、壁厚不一、电阻丝等缺陷,并且建议采用较低的曝光能量。刘伟等[57]发现数字射线检测方法能够清晰辨认出聚乙烯电熔接头中人工预制的金属丝错位、砂石夹杂和未完全熔合缺陷,可以弥补相控阵超声检测无法识别体积型缺陷的不足。李威等[58]从电压、电流和焦点尺寸出发,结合未熔合缺陷、伪缺陷等的检测特点,阐述了与金属焊接接头相比,PE管热熔接头X射线检测需要关注的重点问题。SILVA等[59]对比分析了DR(数字射线)、CTL和CT 3种X射线图像技术对于玻璃纤维增强塑料复合管焊接接头完整性的检测结果,发现DR技术虽然能检出缺陷,但是由于缺少深度信息,定量分析受到限制,而CTL(Coplanar translational laminography,共面平移层析)和CT检测技术则可以进行缺陷三维信息检测。FERREIRA等[60]利用DR和CT技术检测玻璃纤维增强聚乙烯管焊接接头缺陷后发现,DR可能放大所检测出来的缺陷尺寸,但是CT不会发生此种情况。
随着检测技术的发展,近些年还出现了诸如红外热成像检测、微波检测和太赫兹检测等新型聚乙烯管道焊接接头缺陷检测技术。王文泉[61]采用有限元模拟结合空气加热热激励方法,验证了红外热成像检测技术的可行性,但同时也提出了该方法对于小尺寸缺陷检测效果不佳的问题。朱志彬[62]采用持续激励双面透射检测的红外热成像方法对聚乙烯管道接头内部孔洞进行了检测,结果表明,对于内部缺陷,该技术具有良好的检测能力。祝新伟等[63-64]研究发现微波检测方法可有效检出焊接接头裂纹、熔接压力过大、冷焊以及未熔合缺陷。高乾祥等[65]研究发现0.22~0.33 THz频段太赫兹可有效检测出PE构件亚表面减薄缺陷。徐继升等[66]通过0.25~2.5 THz频段太赫兹系统逐点扫描方式,发现未熔合和夹杂缺陷与标准焊接样件存在明显波形差别,冷焊、过焊、未熔合及夹杂热熔缺陷在峰度成像图中存在明显轮廓。
综合国内外现有的研究现状,常用的几种内部缺陷的检测方法各有优劣,但随着市场对聚乙烯管道焊接缺陷的检测效率和检测可靠性要求的不断提高,尤其是国家对产品质量和公共安全的日益重视,相关行业都对压力管道和压力容器长周期安全运行提出了更高的要求。如何更好、更快、更加直观准确可靠地检测出管道内部缺陷,将是业内不断努力的方向和研究热点。