编辑:无损检测证书挂靠 时间:2025-01-12 18:04:32
李平(1986—),男,硕士,高级工程师,主要研究方向为核燃料元件检测
压水堆核燃料棒(以下简称燃料棒)是核电站反应堆内最重要的构成单元。随着核电站数量的逐年增加,行业对燃料棒的需求量也在不断增加。燃料棒焊缝包括上端环焊缝、下端环焊缝和堵焊点,其结构示意如图1所示。试验所采用的燃料棒为国内核电站使用最多的300 MW燃料棒,其直径为10 mm,壁厚为0.7 mm。

数字射线检测技术能实时获取质量信息,显著提升燃料棒制造效率,适应快速在线监测的需求[1]。文章通过将数字射线试验与灵敏度、图像分辨率、归一化信噪比和胶片试验、金相试验结果进行对比[2],验证数字射线检测燃料棒缺陷的准确性。
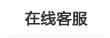
数字射线技术利用射线的穿透特性和衰减特性,通过数字探测器来获得可被显示和记录的数字图像,进而实现图像数字化。燃料棒数字射线检测原理如图2所示。
燃料棒直径小、壁厚薄,焊接缺陷通常小于0.32 mm[3]。因此,试验选用的主要设备为COMET高频双焦点X射线机(管电压为320 kV、焦距为1 000 mm)、XRD 3025N成像板及专用软件、阶梯孔型像质计等。
灵敏度测试是评价底片质量最重要的指标之一,通常采用像质计来表征。国内目前生产最多的AFA 3G、300 MW以及CF系列的燃料棒均采用阶梯孔型像质计。阶梯孔型像质计受到透照角度以及其自身形状的影响,更难以识别,对图像质量要求更高。因此,采用阶梯孔型像质计上的ϕ0.32 mm孔来评价数字成像检测燃料棒的图像质量。灵敏度测试示意如图3所示。
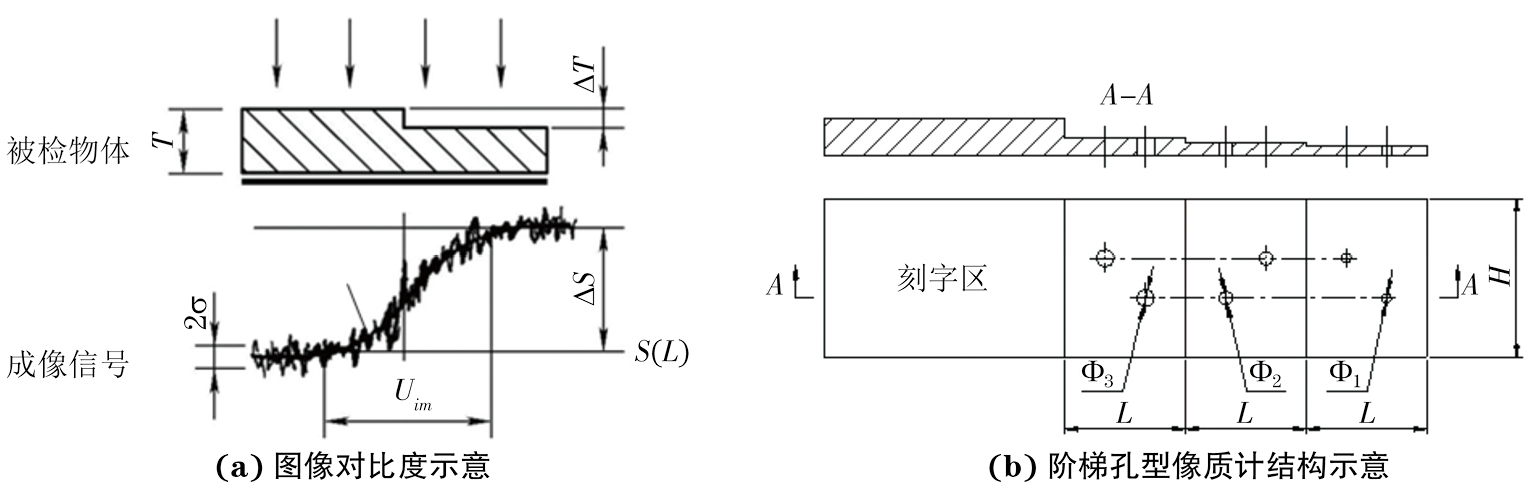
数字图像灵敏度表征的是检测图像的对比度C,即检测图像上两个区域的信号差ΔS与图像信号S之比,对比度表征的是检测图像分辨厚度差或密度差的能力[4]。选取15根试验用燃料棒,在检测中通过对阶梯孔像质计上ϕ0.32 mm及以下孔拍照后,对比数字射线检测和胶片检测结果,试验结果如表1(表中数据由具备资质的不同人员完成,具备一般性)和图4所示。
| 底片编号 | 胶片 | 数字射线 | ||
|---|---|---|---|---|
| 清晰可见阶梯孔ϕ/mm | 阶梯孔数量 | 清晰可见阶梯孔ϕ/mm | 阶梯孔数量 | |
| 22040501 | 0.32 | 2 | 0.32 | 2 |
| 22040502 | 0.32 | 2 | 0.32 | 2 |
| 22040503 | 0.32 | 2 | 0.32 | 2 |
| 22040504 | 0.32 | 2 | 0.32 | 2 |
| 22040505 | 0.32 | 2 | 0.32 | 2 |
| 22040506 | 0.32 | 2 | 0.32 | 2 |
| 22040507 | 0.32 | 2 | 0.32 | 2 |
| 22040508 | 0.32 | 2 | 0.32 | 2 |
| 22040509 | 0.32 | 2 | 0.32 | 2 |
| 22040510 | 0.32 | 2 | 0.32 | 2 |

数字射线法灵敏度满足要求,阶梯孔上ϕ0.32 mm和ϕ0.25 mm的两组孔均清晰可见。
图像分辨率测试(见图5)可显示检测图像空间分辨力对图像分辨细节的影响。图像分辨率是指检测图像中可以分辨的两个最小细节影像的能力,用每毫米范围内可分辨的线对数来表示。图像分辨率是通过对检测图像中双线型像质计影像进行分析来测量的[5]。
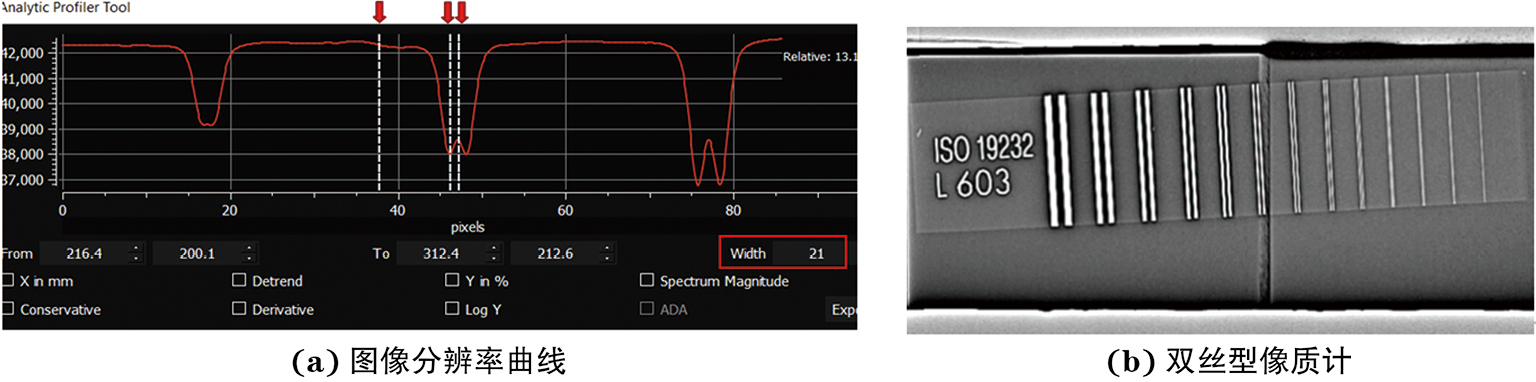
试验燃料棒透照厚度为10 mm,根据国家标准规定,8~12 mm须达到B级检测要求,即丝号须达到D11。
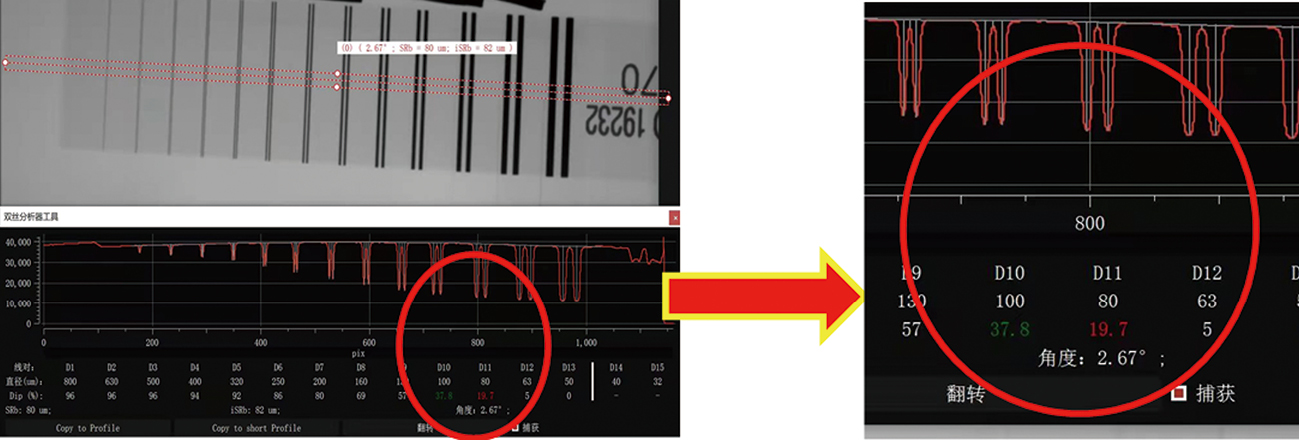
将成像板与补偿块(贴有双丝型像质计)进行透照和软件实测,测得双丝型像质计第一个小于20%的值为19.7%,其对应丝号为D11,如图6所示,射线检测得到的图像分辨率满足要求。
射线检测系统由于成像器件和后续处理电路的差异,信噪比测量存在不一致性。检测图像信噪比定义为检测图像(某区)的平均信号S与图像信号的统计标准差δ之比。标准NB/T 47013.11—2023《承压设备无损检测 第11部分:射线数字成像检测》规定了不同射线能量透照不同厚度工件后得到的数字图像需要满足的归一化信噪比最低要求为100。
数字射线系统软件计算得到的归一化信噪比值(见图7)为122,大于100。因此,数字射线检测图片归一化信噪比满足要求。

为最终验证数字射线技术的可行性,将15支燃料棒编号后分别用3种方法进行检测对比。先采用数字射线和胶片检测,拍照后确定有无缺陷,缺陷种类以及数量,观察判定结果是否一致。再将被透照后试验用燃料棒进行金相检测,得到金相报告和图片后,与数字射线和胶片所拍图像进行比对。
采用3种方法检测得到的统计结果如表2和图8所示。表2中仅为15支试验用燃料棒的其中一部分数据,其余数据均与表2呈现相同结果或趋势。
| 底片编号 | 胶片 | 数字成像 | 金相检测 | |||
|---|---|---|---|---|---|---|
| 缺陷种类 | 缺陷数量 | 缺陷种类 | 缺陷数量 | 缺陷,尺寸 | 缺陷数量 | |
| 22040801 | 气胀 | 1 | 气胀 | 1 | 气胀,熔深0.4 mm | 1 |
| 22040912 | 气孔0.3 mm | 1 | 气孔0.3 mm | 1 | 气孔0.25 mm×0.17 mm | 1 |
| 22041103 | 未焊透 | 1 | 未焊透 | 1 | 未焊透 | 1 |
| 22041201 | 合格 | — | 合格 | — | 合格 | — |
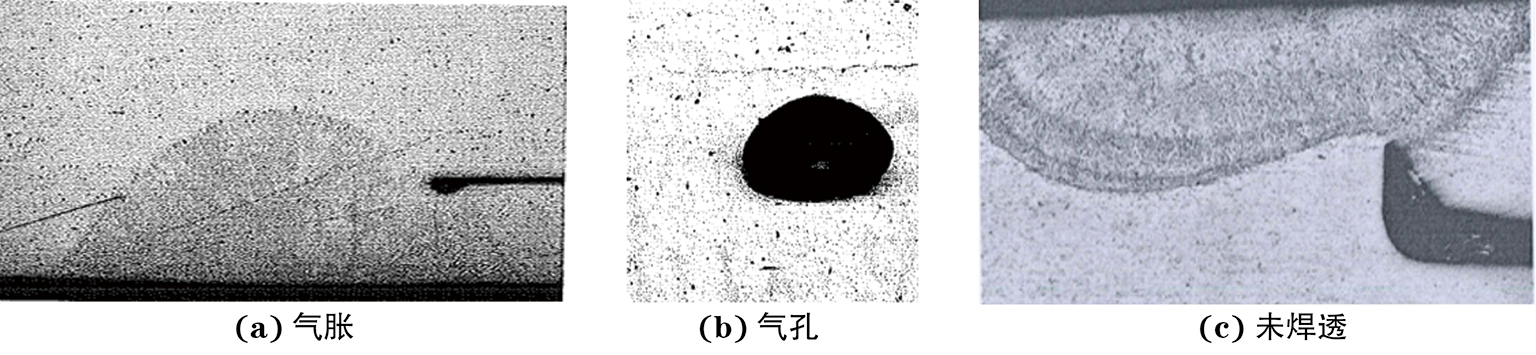
采用胶片和数字射线检测得到的缺陷影像信息、形态或大小一致,与金相检测结果对比,也得到了相同的结果(缺陷种类相同,缺陷大小相近)。因此,通过以上试验方式,确定了数字射线检测方法对于燃料棒缺陷检测具有有效性。
开展了燃料棒数字射线检测试验,灵敏度评价结果与胶片的一致;图像分辨率对应丝号达到D11级别,归一化信噪比为122,均满足检测要求;最后采用数字射线、胶片与金相检测方法对同一批棒料缺陷进行检测,结果基本一致,满足现有燃料棒检测要求。结果表明,数字射线技术可进一步运用在实际检测工作中,且具备广泛的应用价值。