编辑:无损检测证书挂靠 时间:2025-03-04 16:09:50
刘朋顺(1989-),男,本科,主要从事核岛设备无损检测工作
核电设备因核燃料的特殊性,对设备质量有严格的要求,磁粉检测(MT)作为保障核电设备安全性的有效手段,被广泛用于低合金高强度钢、低碳钢等材料的核设备检测中,贯穿原材料制造、设备制造、役前及在役检验的各个阶段。
磁粉检测中,被检测工件摆放主要有卧式、立式两种,固定状态下现场作业时,以地平面为基准,工件各种检测方位可分为水平面、斜面、立面、仰面,部分工件会涉及多种方位组合,并不是所有的工件都可以转动或者挪动,多数情况下需要操作者适应工件方位后进行检测[1-2]。
如某试验以蒸发器再循环孔隔离层凸台为检测对象,其检测区域示意及方位划分如图1所示。其材料为低合金钢,堆焊时直径留有余量,余量机加工后外圆面要求100 %MT,机加后检测合格。磁粉检测发现3处线性缺陷,均位于图1中立面位置。原因分析:① 此位置基本为竖直状态,表面无任何影响检测的物质,表面粗糙度为6.3 μm,磁悬液流动速度相对其他方位最快。② 检测方位不佳,按照标准给出的磁悬液浓度1.2~2.4 mL/100 mL,磁化时间至少0.5 s的要求进行检测。机加后磁粉报告显示磁悬液浓度为1.3 mL/100 mL,靠近最低限值,磁化时间至少0.5 s,此条件可能存在磁化不足。

基于此,文章进行了3种代表性检测方位的模拟试验,从磁化方法、磁悬液浓度的选择、模拟检测状态、试验结果对比分析,验证了检测方位、磁悬液浓度的不同对检测结果及检出率的影响,并针对此提出4种最佳效果组合以供参考。
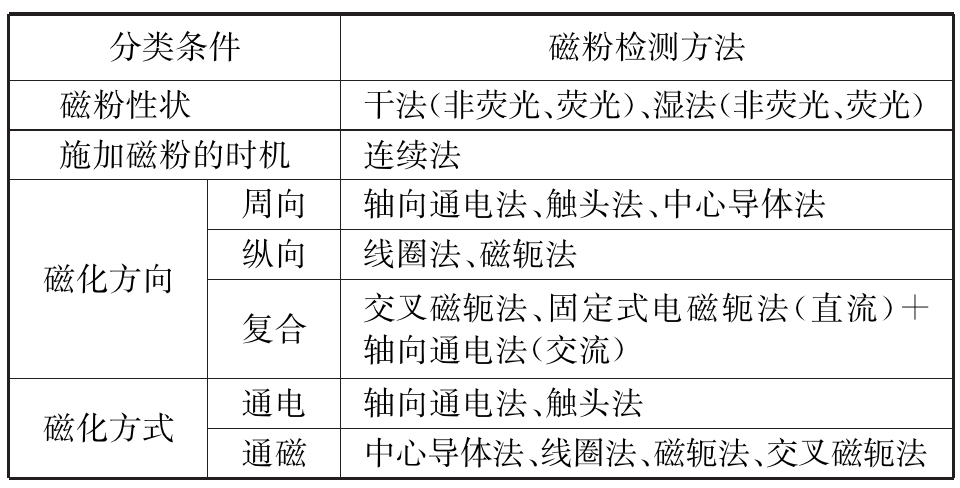
根据NB/T 20003.5—2010 《核电厂核岛 机械设备无损检测 第5部分:磁粉检测》 的分类条件进行分类,如图2所示。
ASME—2004第Ⅴ卷将磁化技术分为触头、纵向/周向、磁轭、多向磁化。RCCM—2007第Ⅲ卷 《压水堆核岛机械设备设计和建造规则》 MC5000将“连续法”磁粉检验分为便携式触头通电、通磁磁化。检测介质有干磁粉、磁悬液(湿磁粉)。磁轭法(磁轭技术、通磁磁化磁粉检验)、磁悬液(湿磁粉)的组合因其具有以下优点被广泛应用[3-5]。
(1) 灵敏度高、直观、重复性好,能显示缺陷特征,可大致判断缺陷性质。
(2) 检测速度快、流动性好、操作方便、成本低、可用于大批量、大面积工件的检测。
(3) 污染小,过程中不会对操作者产生影响,后处理简单、快捷。
(4) 几乎不受工件形状、尺寸限制,操作者可从多个方位进行检测,不影响检测结果。
(5) 非电接触,不会对工件造成伤害。
鉴于此,笔者选择磁轭法磁悬液(湿磁粉)的组合作为此次试验的检测技术。
ASME—2004第Ⅴ卷、RCCM—2007第Ⅲ卷、 NB/T 20003.5—2010及NB/T47013.4—2015等标准中,对磁悬液浓度要求数值范围均为每100 mL沉淀浓度为1.2~2.4 mL。笔者依据此范围在极端浓度值的基础上进行4等分选取试验,磁悬液沉淀浓度依次选取每100 mL 1.2,1.6,2.0,2.4 mL(体积分数),如图3所示。

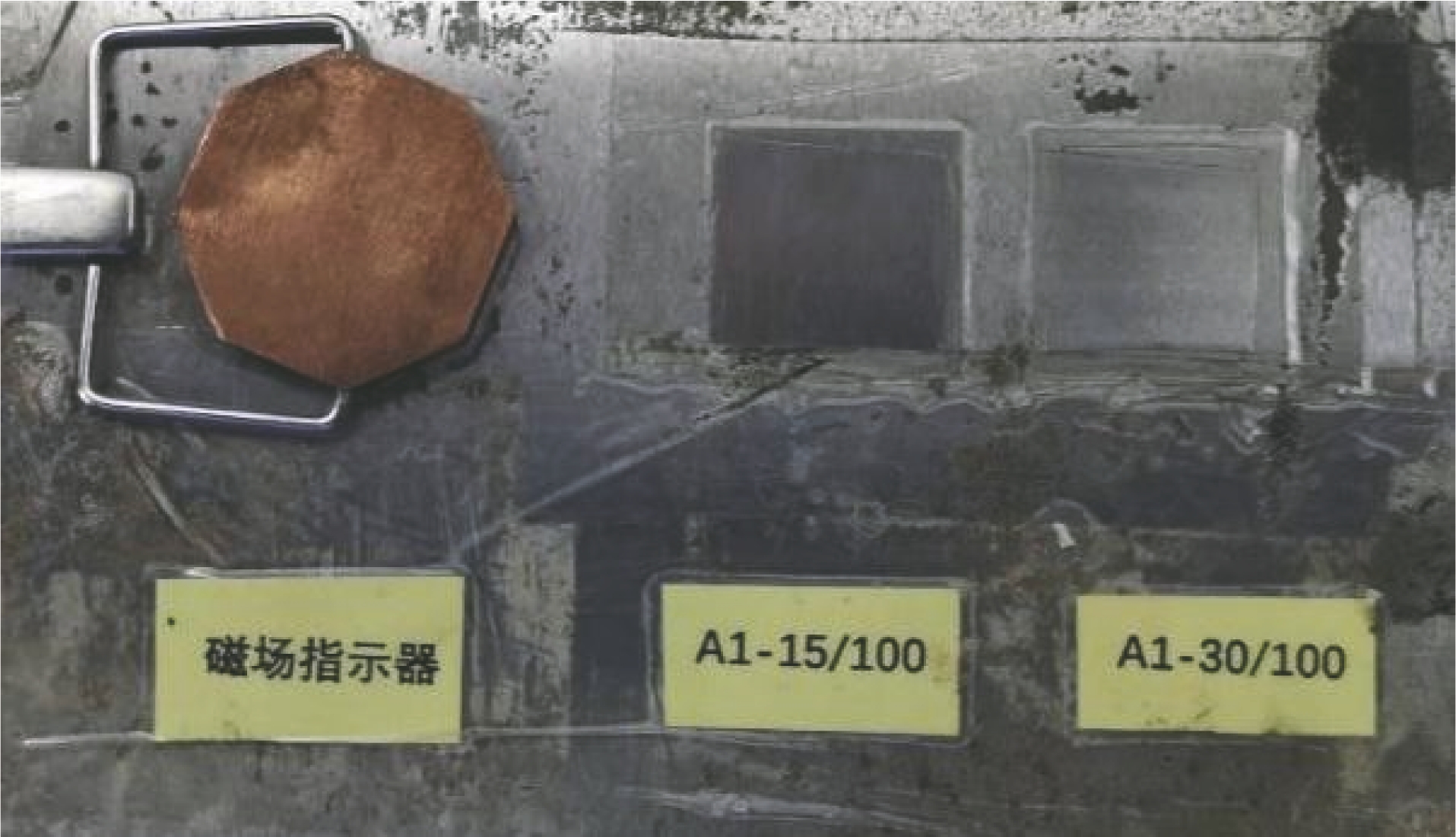
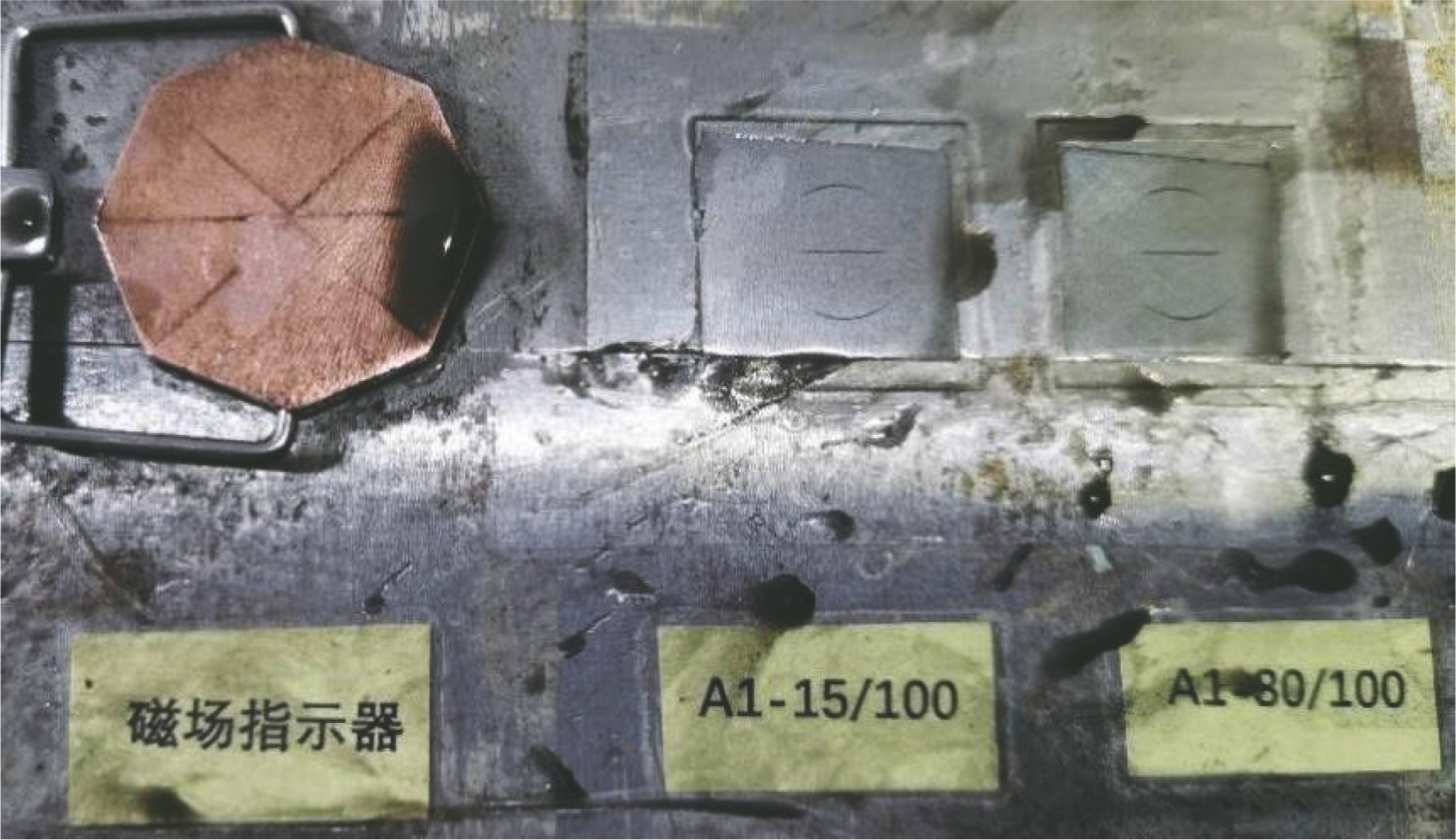
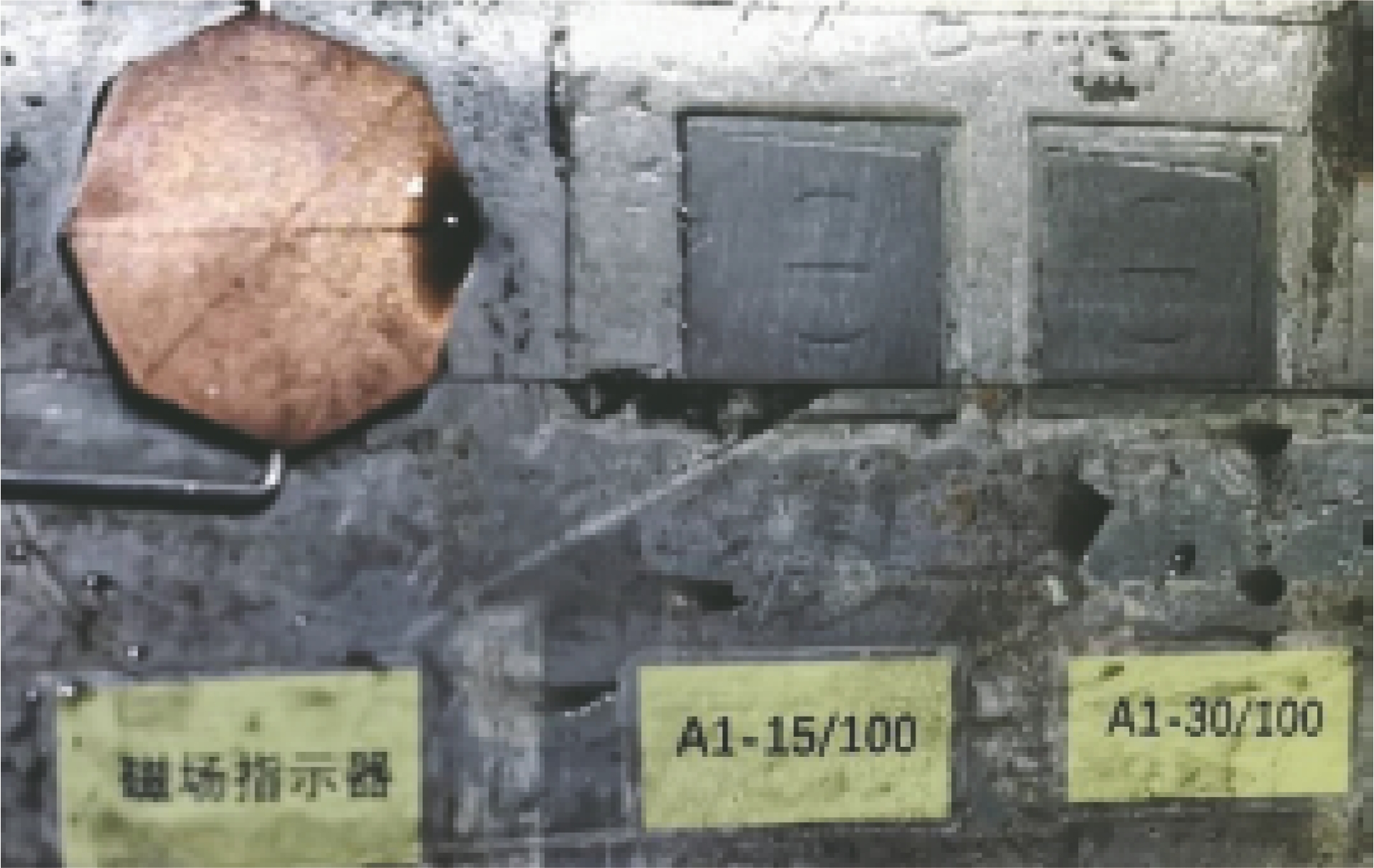
采用磁膏,以水为载液调配磁悬液,因各厂家磁膏存在差异,结果也存在差异,将调配出的所需磁悬液浓度依次备用。找到一块方便调节方位的试件,分别将饼形磁场指示器、核电设备常用试件贴于试件表面用于评价试验效果,通过试验效果来说明不同情况下的检测效果与检测效率。
模拟试验制备如图4所示,配有:一块可调节方位的试件;饼形磁场指示器、A1-15/100、A1-30/100核电设备常用试件;磁轭,间距调节为125 mm; 磁悬液(湿磁粉),每100 mL沉淀浓度分别为1.2,1.6,2.0,2.4 mL(体积分数)。
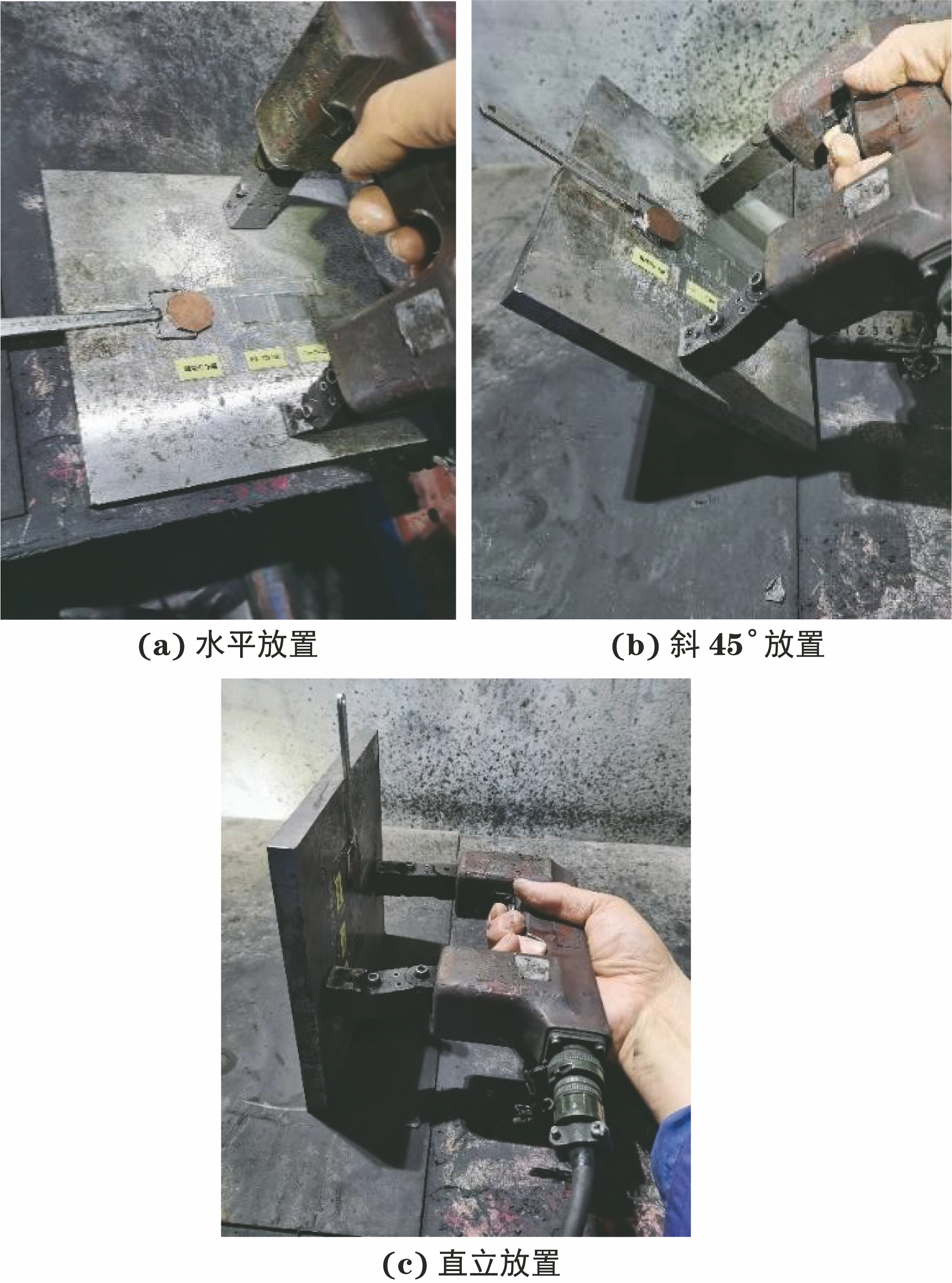
将贴好试件的试件进行水平放置、斜45°放置、直立放置(共3种放置状态),用来模拟工件的不同方位,如图5所示。
(1) 试件水平放置,本底背景颜色淡,试件缺陷磁痕较细,磁痕显示分辨力为100 %,对比度为100 %,但磁化时间略长,需增加磁轭通电数次,检测效率为100 %。试验效果如图6所示。

(2) 试件斜45°放置,本底背景颜色较淡,试件缺陷磁痕较细,磁痕显示分辨力为60 %,对比度为100 %,需增加磁悬液喷洒时间、磁轭通电时间,检测效率为60 %。试验效果如图7所示。
(3) 试件直立放置,本底背景非常淡,试件缺陷痕迹可见,痕迹细且淡,磁痕显示分辨力为50 %,对比度为100 %,小缺陷容易漏检,需增加更多磁悬液喷洒时间、磁轭通电时间,由于磁化时间过长,检测效率为30 %。试验效果如图8所示。

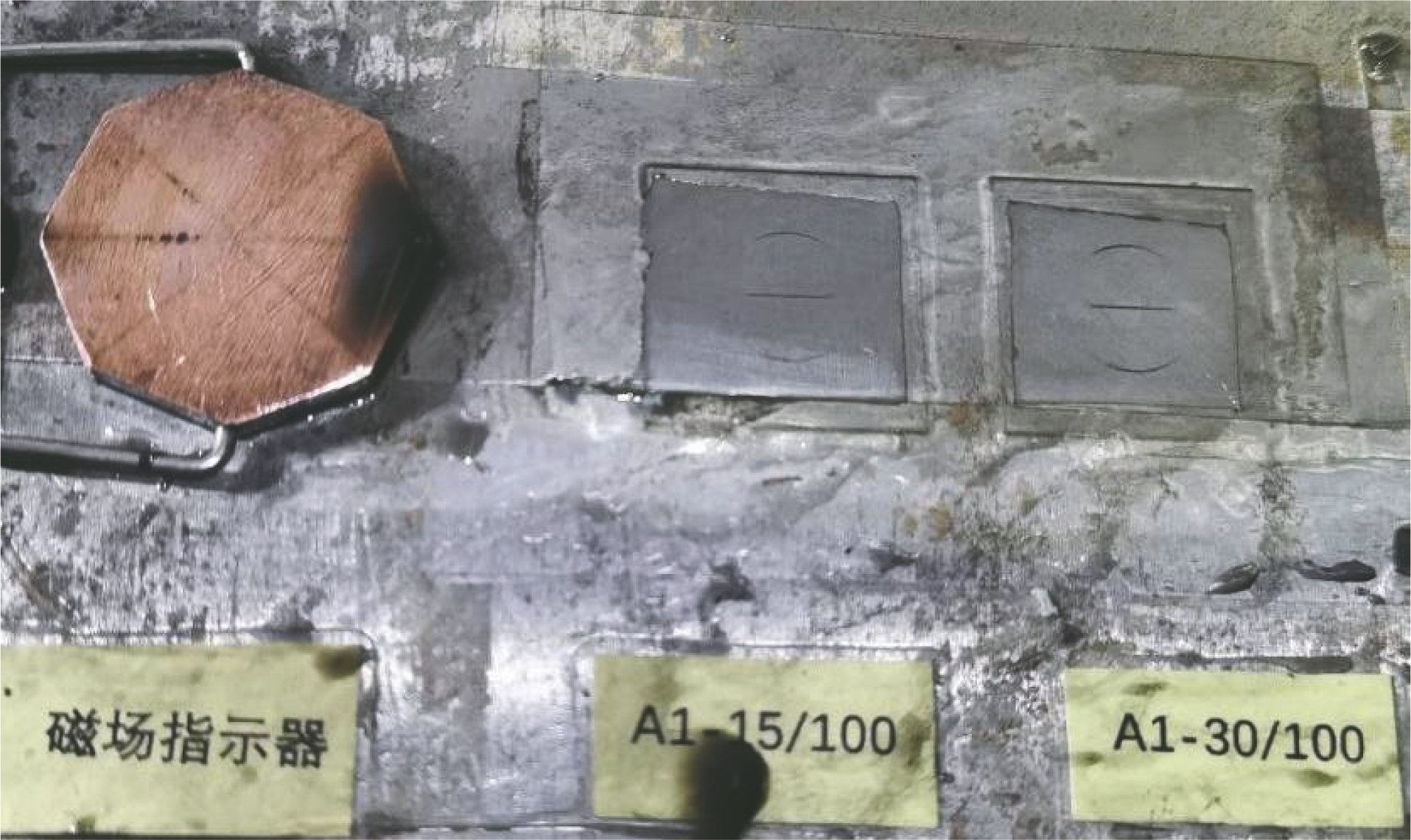
(1)试件水平放置,本底背景略重,试件缺陷磁痕清晰,磁痕显示分辨力为100 %,对比度为100 %,磁化时间短,试件人工缺陷观测直观,检测效率为100 %。试验效果如图9所示。
(2)试件斜45°放置,本底背景柔和,试件缺陷磁痕显示快速清晰,磁痕显示分辨力为100 %,对比度为100 %,磁化时间短,检测效果良好,效率为100 %。试验效果如图10所示。

(3)试件直立放置,本底背景对比良好,缺陷磁痕清晰,磁痕显示分辨力为100 %,对比度为100 %,需增加磁悬液喷洒时间、磁轭通电时间,检测效率为80 %。试验效果如图11所示。
(1) 试件水平放置,磁悬液出现明显堆积,本底背景较重,试件缺陷磁痕显现快,磁悬液迟迟散不开,需要借助外力吹开磁悬液,缺陷磁痕显示分辨力为60 %,对比度为50 %,因磁悬液流动较差,检测效率为50 %。试验效果如图12所示。
(2) 试件斜45° 放置,本底背景柔和,喷洒磁悬液后试件缺陷瞬间显现,且痕迹明显,磁痕显示分辨力为100 %,对比度为100 %,磁悬液流动较好,磁化时间短,检测效率为100 %。试验效果如图13所示。
(3) 试件直立放置,磁悬液流淌性好,本底背景对比良好,磁悬液喷洒时间不用过长试件缺陷即可显现,缺陷磁痕显示清晰可见,磁痕显示分辨力为100 %,对比度为100 %,磁化时间较短,检测效率100 %。试验效果如图14所示。

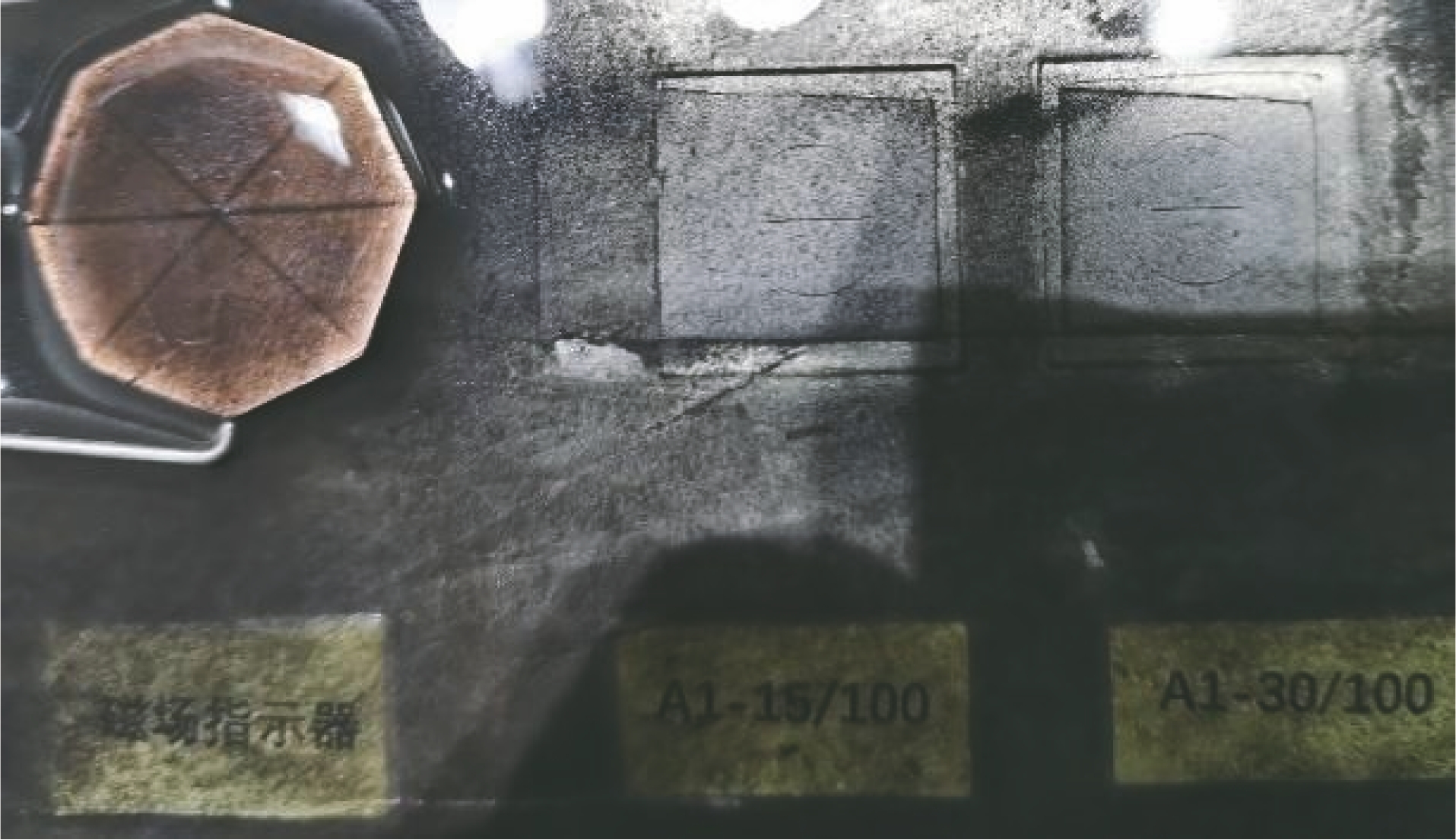
(1) 试件水平放置,磁悬液流淌性差,滞留 现象严重,且出现过度背景,小缺陷极易掩盖,磁痕粗大,磁痕显示模糊,缺陷磁痕显示分辨力为40 %,对比度为30 %,磁悬液发生堆积,需要借助外力吹动磁悬液流动,检测效率为30 %。试验效果如图15所示。
(2)试件斜45° 放置,磁悬液流动性明显强于平放时的流动性,磁痕显示清晰粗大,本底背景较平放时浅,磁痕显示分辨力为70 %,对比度为80 %,由于磁悬液略微稠浓,需等待一定的时间,检测效率为80 %。试验效果如图16所示。
(3) 试件直立放置,磁悬液流动性明显强于其他情况时的,本底背景适当,喷洒磁悬液后试件缺陷显现较快,磁痕显示分辨力为100 %,对比度为100 %,磁化时间较短,检测效率为100 %。试验效果如图17所示。

4种浓度及摆放状态下饼形磁场指示器、A1-15/100、A1-30/100试件磁痕均能显现,灵敏度均能满足要求,针对磁悬液的流淌性、磁化时间、检测效率、分辨力、灵敏度等进行分析,得出以下结论。
(1)试件水平放置时,磁悬液流动性差,尤其2.0及2.4时,需借助外力吹动加强其流动,在体积分数为延长了检测时间,故检测效率并不高,且本底背景颜色较重容易降低分辨力。
(2)试件斜45° 放置时,磁化时间较平放时间略加长,因磁悬液流淌性改善,本底背景较平放时浅,磁痕分辨力较强。
(3)试件直立放置时,由于磁悬液流淌性过于好,浓度过低时较小缺陷不容易被发现,且磁化时间需加长。在高浓度情况下,磁痕显示良好,检测效率较高。
将磁悬液流淌速度最快100 %,磁化时间有效性最短100 %,分辨力最好100 %,对比度最高100 %,检测效率最高100 %定为基准进行分析制表,结果如表1至表4所示。
| 特征 | 平放状态 | 斜放状态 | 立放状态 |
|---|---|---|---|
| 磁悬液流淌性 | 10 | 60 | 100 |
| 磁化时间有效性 | 100 | 60 | 30 |
| 分辨力 | 100 | 60 | 50 |
| 对比度 | 100 | 100 | 100 |
| 检测效率 | 100 | 60 | 30 |
| 特征 | 平放状态 | 斜放状态 | 立放状态 |
|---|---|---|---|
| 磁悬液流淌性 | 10 | 60 | 100 |
| 磁化时间有效性 | 100 | 100 | 60 |
| 分辨力 | 100 | 100 | 100 |
| 对比度 | 100 | 100 | 100 |
| 检测效率 | 100 | 100 | 80 |
| 特征 | 平放状态 | 斜放状态 | 立放状态 |
|---|---|---|---|
| 磁悬液流淌性 | 10 | 60 | 100 |
| 磁化时间有效性 | 100 | 100 | 100 |
| 分辨力 | 60 | 100 | 100 |
| 对比度 | 50 | 100 | 100 |
| 检测效率 | 50 | 100 | 100 |
| 特征 | 平放状态 | 斜放状态 | 立放状态 |
|---|---|---|---|
| 磁悬液流淌性 | 10 | 60 | 100 |
| 磁化时间有效性 | 100 | 100 | 100 |
| 分辨力 | 40 | 70 | 100 |
| 对比度 | 30 | 80 | 100 |
| 检测效率 | 30 | 80 | 100 |
试验结果证明对不同结构工件进行不同方位检测时,如不可转动的筒体环缝、接管角缝、支座、复杂工件等,为保证检测效率及缺陷检出率,应根据不同检测方位选择最佳效果的磁悬液浓度,条件允许的情况下立面状态检测时,应避免磁悬液浓度靠近下限值;水平面状态检测时,应避免磁悬液浓度靠近上限值;磁悬液体积分数选择为1.6~2.0时,可同时兼顾多种检测方位。
推荐阅读: